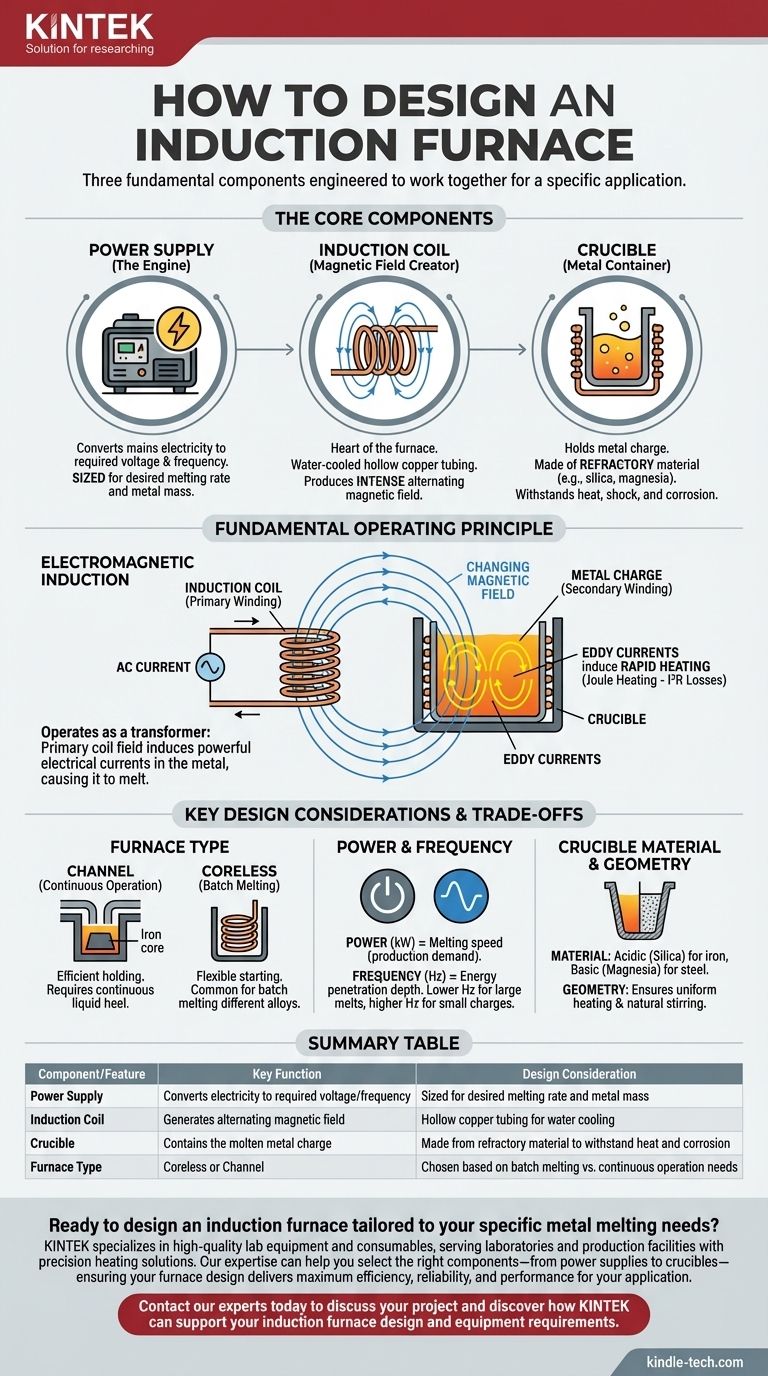
Проектирование индукционной печи — это процесс, сосредоточенный на трех фундаментальных компонентах: источнике питания для обеспечения необходимой электрической энергии, индукционной катушке для создания мощного переменного магнитного поля и огнеупорном тигле для безопасного содержания плавящегося металла. Эффективность конечной конструкции зависит от того, как эти элементы спроектированы для совместной работы в конкретном применении.
Ключ к проектированию эффективной индукционной печи заключается в том, чтобы рассматривать ее не как простой контейнер для тепла, а как тщательно спроектированный трансформатор. Выбор конструкции катушки, источника питания и тигля служит одной цели: эффективно передавать электромагнитную энергию в металлическую шихту, которая действует как вторичная обмотка трансформатора.
Основные компоненты индукционной печи
Каждое проектирование индукционной печи начинается с понимания ее трех основных систем. Каждая из них должна быть определена в соответствии с предполагаемым использованием.
Источник питания: Двигатель печи
Источник питания преобразует сетевое электричество в напряжение и частоту, необходимые для работы индукционной катушки. Его мощность является основным конструктивным соображением.
Размер источника питания напрямую связан с желаемой скоростью плавки и массой металла. Как отмечается в источниках, некоторые применения требуют очень высокой мощности для быстрой плавки, в то время как другие могут нуждаться только в умеренной мощности для поддержания металла при заданной температуре.
Индукционная катушка: Создание магнитного поля
Индукционная катушка — это сердце печи. Обычно это спираль из полой медной трубки, по которой течет охлаждающая вода.
При подаче энергии от источника питания эта катушка создает интенсивное и быстро меняющееся магнитное поле в пространстве, ограниченном тиглем.
Тигель: Содержание расплавленного металла
Тигель — это сосуд, который содержит металлическую шихту. Он находится внутри индукционной катушки, но не касается ее.
Этот компонент должен быть изготовлен из огнеупорного материала. Это означает, что он должен быть плохим электрическим проводником, чтобы избежать собственного нагрева, и должен быть способен выдерживать экстремальный термический удар и коррозионное воздействие расплавленного металла.
Фундаментальный принцип работы: Электромагнитная индукция
Гениальность индукционной печи заключается в ее способности нагревать металл напрямую без внешнего пламени или нагревательного элемента. Это достигается применением принципов трансформатора.
Функционирование как трансформатор
Система спроектирована как простой трансформатор с воздушным сердечником. Индукционная катушка печи действует как первичная обмотка.
Металлическая шихта, помещенная внутрь тигля, действует как однооборотная вторичная обмотка. Магнитное поле, создаваемое первичной катушкой, проходит через металл, замыкая цепь трансформатора.
Генерация тепла с помощью вихревых токов
Поскольку источник питания подает переменный ток (AC) на катушку, создаваемое ею магнитное поле постоянно меняется.
Это изменяющееся магнитное поле индуцирует мощные электрические токи, известные как вихревые токи, которые текут внутри самой металлической шихты. Естественное электрическое сопротивление металла приводит к его быстрому нагреву и плавлению по мере циркуляции этих интенсивных токов внутри него — принцип, известный как джоулево тепло (потери I²R).
Ключевые конструктивные соображения и компромиссы
Помимо базовых компонентов, надежная конструкция требует принятия критически важных решений относительно архитектуры печи и рабочих параметров.
Тип печи: Канальная или бессердечниковая
Источники описывают канальную индукционную печь, которая включает железный сердечник для концентрации магнитного поля в определенном «канале» расплавленного металла. Эта конструкция очень эффективна для поддержания больших объемов металла при заданной температуре, но требует непрерывного жидкого остатка для работы.
Альтернативой является бессердечниковая индукционная печь, которая состоит только из катушки и тигля. Эта конструкция более гибка для запуска с холодной твердой шихты и распространена для периодической плавки различных сплавов.
Выбор мощности и частоты
Номинальная мощность (в киловаттах) определяет, как быстро можно расплавить заданное количество металла. Это должно соответствовать производственному спросу.
Рабочая частота (в герцах) не менее важна. Более низкие частоты проникают глубже в металлическую шихту, что делает их идеальными для плавки больших диаметров. Более высокие частоты генерируют тепло ближе к поверхности и лучше подходят для меньших шихт.
Материал и геометрия тигля
Выбор огнеупорного материала для тигля диктуется типом плавящегося металла. Кислотный огнеупор, такой как кремнезем, используется для железа, в то время как основной огнеупор, такой как магнезия, необходим для стали, чтобы предотвратить нежелательные химические реакции.
Форма и размер тигля должны быть спроектированы таким образом, чтобы эффективно взаимодействовать с магнитным полем, создаваемым катушкой, обеспечивая равномерный нагрев и способствуя естественному перемешиванию в расплавленной ванне.
Соответствие конструкции применению
Оптимальная конструкция всегда та, которая наилучшим образом служит конкретной эксплуатационной цели. Учитывайте свою основную цель при принятии ключевых решений.
- Если ваша основная цель — крупномасштабная, непрерывная работа или поддержание температуры: Канальная печь часто является наиболее энергоэффективным выбором благодаря своей превосходной тепловой и электрической эффективности.
- Если ваша основная цель — периодическая плавка различных сплавов: Бессердечниковая индукционная печь обеспечивает большую эксплуатационную гибкость и ее легче полностью опорожнять и чистить между различными типами металлов.
- Если ваша основная цель — максимизация эффективности: Тщательно подбирайте частоту источника питания к размеру плавящегося материала, чтобы контролировать глубину проникновения энергии и минимизировать потери тепла.
В конечном итоге, успешное проектирование индукционной печи — это точный баланс между электрическими принципами, материаловедением и конкретными производственными требованиями применения.
Сводная таблица:
| Компонент | Ключевая функция | Конструктивное соображение |
|---|---|---|
| Источник питания | Преобразует электричество в требуемое напряжение/частоту | Размер определяется желаемой скоростью плавки и массой металла |
| Индукционная катушка | Генерирует переменное магнитное поле | Полая медная трубка для водяного охлаждения |
| Тигель | Содержит расплавленную металлическую шихту | Изготовлен из огнеупорного материала для выдерживания тепла и коррозии |
| Тип печи | Бессердечниковая или канальная | Выбирается исходя из потребностей периодической плавки или непрерывной работы |
Готовы спроектировать индукционную печь, адаптированную к вашим конкретным потребностям в плавке металла?
KINTEK специализируется на высококачественном лабораторном оборудовании и расходных материалах, обслуживая лаборатории и производственные объекты точными решениями для нагрева. Наш опыт поможет вам выбрать правильные компоненты — от источников питания до тиглей — гарантируя, что конструкция вашей печи обеспечит максимальную эффективность, надежность и производительность для вашего применения.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваш проект и узнать, как KINTEK может поддержать ваши требования к проектированию индукционной печи и оборудованию.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
- Печь с контролируемой атмосферой азота и водорода
Люди также спрашивают
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Почему точный контроль давления в вакуумной печи горячего прессования необходим для керамических мишеней IZO? Обеспечение высокой плотности



















