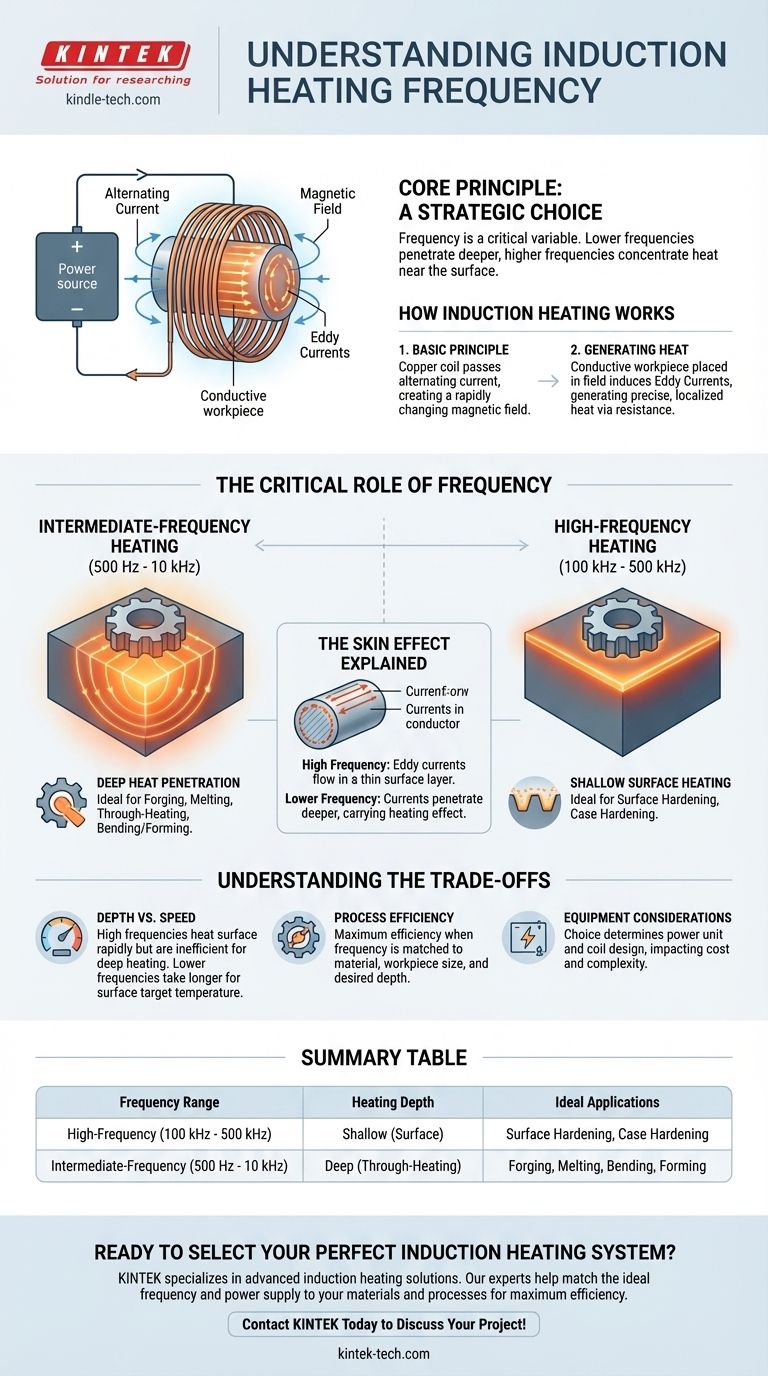
В индукционном нагреве нет единой частоты; вместо этого частота является критически важной переменной, выбираемой в зависимости от применения. Системы обычно делятся на среднечастотные, работающие в диапазоне от 500 Гц до 10 кГц, и высокочастотные, работающие в диапазоне от 100 кГц до 500 кГц. Выбор конкретной частоты напрямую контролирует глубину проникновения тепла в заготовку.
Основной принцип, который необходимо понять, заключается в том, что выбор частоты — это стратегическое решение. Более низкие частоты проникают глубже в материал, в то время как более высокие частоты концентрируют тепло у поверхности. Эта взаимосвязь является ключом к контролю результата процесса нагрева.

Как работает индукционный нагрев
Основной принцип
Система индукционного нагрева использует медную катушку, через которую пропускается переменный ток. Этот ток генерирует быстро меняющееся магнитное поле вокруг катушки.
Генерация тепла
Когда проводящая заготовка помещается в это магнитное поле, поле индуцирует электрические токи, известные как вихревые токи, внутри детали. Сопротивление материала потоку этих вихревых токов генерирует точное, локализованное тепло без какого-либо физического контакта.
Критическая роль частоты
Высокочастотный нагрев (100 кГц - 500 кГц)
Высокочастотные токи используются для применений, требующих генерации тепла очень близко к поверхности детали. Это идеально подходит для таких процессов, как поверхностная закалка, где вам нужен твердый внешний слой при сохранении пластичности сердцевины материала.
Среднечастотный нагрев (500 Гц - 10 кГц)
Средние частоты используются, когда требуется более глубокое проникновение тепла. Эти применения включают ковку, плавку или сквозной нагрев компонента перед его изгибом или формовкой. Более низкая частота позволяет магнитному полю проникать глубже в материал, генерируя тепло более равномерно по всему его поперечному сечению.
Объяснение "скин-эффекта"
Причина, по которой частота контролирует глубину нагрева, заключается в явлении, называемом скин-эффектом. На более высоких частотах индуцированные вихревые токи вынуждены течь в тонком слое на поверхности проводника. По мере снижения частоты эти токи могут проникать глубже в деталь, перенося с собой тепловой эффект.
Понимание компромиссов
Глубина против скорости
Хотя высокие частоты очень быстро нагревают поверхность, они неэффективны для нагрева всей детали до сердцевины. И наоборот, более низкая частота, которая нагревает глубоко, может занять больше времени для доведения поверхности до целевой температуры по сравнению с высокочастотной системой.
Эффективность процесса
Максимальная эффективность достигается, когда частота правильно подобрана к материалу, размеру заготовки и желаемой глубине нагрева. Использование неправильной частоты может привести к потере энергии и непоследовательным результатам, либо из-за недостаточного нагрева, либо из-за перегрева поверхности.
Особенности оборудования
Высокочастотные и среднечастотные источники питания — это разные технологии. Выбор частоты принципиально определяет тип силового агрегата и конструкцию катушки, необходимые для системы, что имеет прямые последствия для стоимости и сложности оборудования.
Выбор правильной частоты для вашего применения
Выбор правильной частоты необходим для достижения желаемых металлургических свойств вашей заготовки.
- Если ваша основная задача — поверхностная закалка или цементация: Правильным выбором будет высокочастотная (100 кГц+) система для концентрации энергии на поверхности.
- Если ваша основная задача — сквозной нагрев для ковки, формовки или плавки: Требуется среднечастотная (ниже 10 кГц) система для глубокого и равномерного проникновения тепла.
- Если вы работаете с мелкими деталями или требуете очень неглубокого нагрева: Вам, вероятно, потребуется работать в более высоком диапазоне частот.
В конечном итоге, понимание частоты превращает индукционный нагрев из простого процесса в точно контролируемый производственный инструмент.
Сводная таблица:
| Диапазон частот | Глубина нагрева | Идеальные применения |
|---|---|---|
| Высокочастотный (100 кГц - 500 кГц) | Мелкий (поверхностный) | Поверхностная закалка, цементация |
| Среднечастотный (500 Гц - 10 кГц) | Глубокий (сквозной нагрев) | Ковка, плавка, гибка, формовка |
Готовы выбрать идеальную систему индукционного нагрева для вашего применения?
Выбор правильной частоты критически важен для достижения точных результатов, будь то закаленная поверхность или равномерно нагретый компонент. KINTEK специализируется на предоставлении лабораторного оборудования и расходных материалов, включая передовые решения для индукционного нагрева, адаптированные к вашим конкретным потребностям.
Наши эксперты помогут вам подобрать идеальную частоту и источник питания для ваших материалов и процессов, обеспечивая максимальную эффективность и стабильную производительность.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваш проект и узнать, как наши системы индукционного нагрева могут расширить возможности вашей лаборатории!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Машина для трубчатой печи CVD с несколькими зонами нагрева, оборудование для системы камеры химического осаждения из паровой фазы
- Циркуляционный термостат с охлаждением и нагревом на 10 л для реакций при высоких и низких температурах
Люди также спрашивают
- Почему в печи вакуумного горячего прессования для изготовления мишеней IZO необходимо поддерживать среду высокого вакуума?
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Как система приложения давления в вакуумной горячей прессовой печи влияет на сплавы Co-50% Cr? Достижение плотности 99%+.
- Какую роль играет печь вакуумного горячего прессования (VHP) в уплотнении композитов из аустенитной нержавеющей стали 316?













