В любом процессе термообработки наиболее критическими факторами, которые необходимо учитывать, являются температурный профиль, атмосфера печи, а также скорости нагрева и охлаждения. Эти элементы не являются независимыми переменными; они работают вместе, чтобы фундаментально изменять физические и химические свойства материала контролируемым и воспроизводимым образом.
Основной принцип термообработки заключается не просто в нагреве материала, а в подвергании его точно контролируемому термическому и атмосферному циклу. Успех полностью зависит от управления температурой, временем и атмосферой для манипулирования внутренней микроструктурой материала и достижения конкретного, желаемого результата.
Центральная роль контроля температуры
Температура является основным движущим фактором изменений в структуре материала. Без точного контроля всего термического цикла процесс становится ненадежным, а конечное качество нарушается.
Достижение температур фазового превращения
Каждый процесс термообработки имеет целевую температуру. Это точка, в которой кристаллическая структура материала (например, переход стали в аустенит) становится восприимчивой к изменениям.
Достижение этой температуры равномерно по всей детали является первым и наиболее критическим шагом.
Важность скоростей нагрева и охлаждения
Скорость, с которой материал нагревается и, что более важно, охлаждается, определяет его конечные свойства. Быстрое охлаждение (закалка) может привести к получению твердой, хрупкой структуры, в то время как медленное охлаждение (отжиг) позволяет получить более мягкую, более пластичную структуру.
Эти скорости должны тщательно контролироваться для предотвращения термического удара, деформации или растрескивания при достижении требуемой металлургической структуры.
Время выдержки при температуре
После того как материал достигнет температуры фазового превращения, его необходимо выдерживать в течение определенного периода, часто называемого «прогревом». Это время выдержки гарантирует, что структурное изменение завершено и равномерно от поверхности до сердцевины компонента.
Атмосфера печи: Реактивная среда
Газ или смесь газов, окружающих материал внутри печи, — это не просто фоновая деталь; это активный компонент процесса.
Предотвращение нежелательных реакций
Для многих процессов цель состоит в том, чтобы предотвратить реакцию материала с окружающей средой. Используется инертная атмосфера или вакуум для предотвращения окисления и образования окалины, которые в противном случае повредили бы поверхность детали.
Введение новых элементов
В таких процессах, как цементация или азотирование, атмосфера печи намеренно обогащена специфическими элементами (такими как углерод или азот). Эти элементы диффундируют в поверхность материала, создавая твердый, износостойкий наружный слой, известный как «науглероженный слой» (case).
Обеспечение однородности с помощью воздушного потока
Контролируемый поток воздуха или газа внутри печи необходим для поддержания равномерной температуры и состава атмосферы вокруг всей детали. Это предотвращает появление горячих или холодных зон и гарантирует, что обработка применяется последовательно.
Понимание компромиссов
Достижение идеальной термообработки включает в себя балансирование конкурирующих приоритетов. Всегда существуют практические и экономические компромиссы, которые необходимо учитывать.
Скорость против металлургического качества
Более быстрые циклы нагрева и охлаждения могут увеличить производительность, но они также повышают риск внутренних напряжений, растрескивания или неполного фазового превращения. Более медленные, более целенаправленные циклы, как правило, дают более высокое качество, но требуют больше времени и энергии.
Точность против стоимости
Достижение чрезвычайно жестких температурных допусков (+/- 5°C) и использование специализированных атмосфер требует сложного оборудования для датчиков, систем управления и печей. Эта точность достигается за значительно более высокую стоимость оборудования и эксплуатации.
Ограничения оборудования и материала
Нагревательные элементы, выбранные для печи, определяют ее максимальную рабочую температуру. Кроме того, сам материал имеет пределы; превышение максимально рекомендованной температуры может необратимо повредить его металлургические свойства, что называется «перегревом» или «пережогом».
Согласование факторов процесса с вашей целью
Конкретные настройки температуры, времени и атмосферы полностью определяются желаемым результатом для материала.
- Если ваш основной фокус — максимальное повышение твердости: Вам потребуется точный контроль высоких температур с последующей очень быстрой скоростью охлаждения (закалка).
- Если ваш основной фокус — повышение пластичности и снятие напряжений: Вы будете отдавать предпочтение более медленным, более контролируемым скоростям нагрева и охлаждения (отжиг или нормализация).
- Если ваш основной фокус — изменение только поверхностных свойств: Вашим критическим фактором будет точный состав атмосферы печи для обеспечения поверхностного упрочнения.
Освоение взаимодействия этих факторов является ключом к превращению сырого материала в компонент с предсказуемыми, надежными и улучшенными характеристиками.
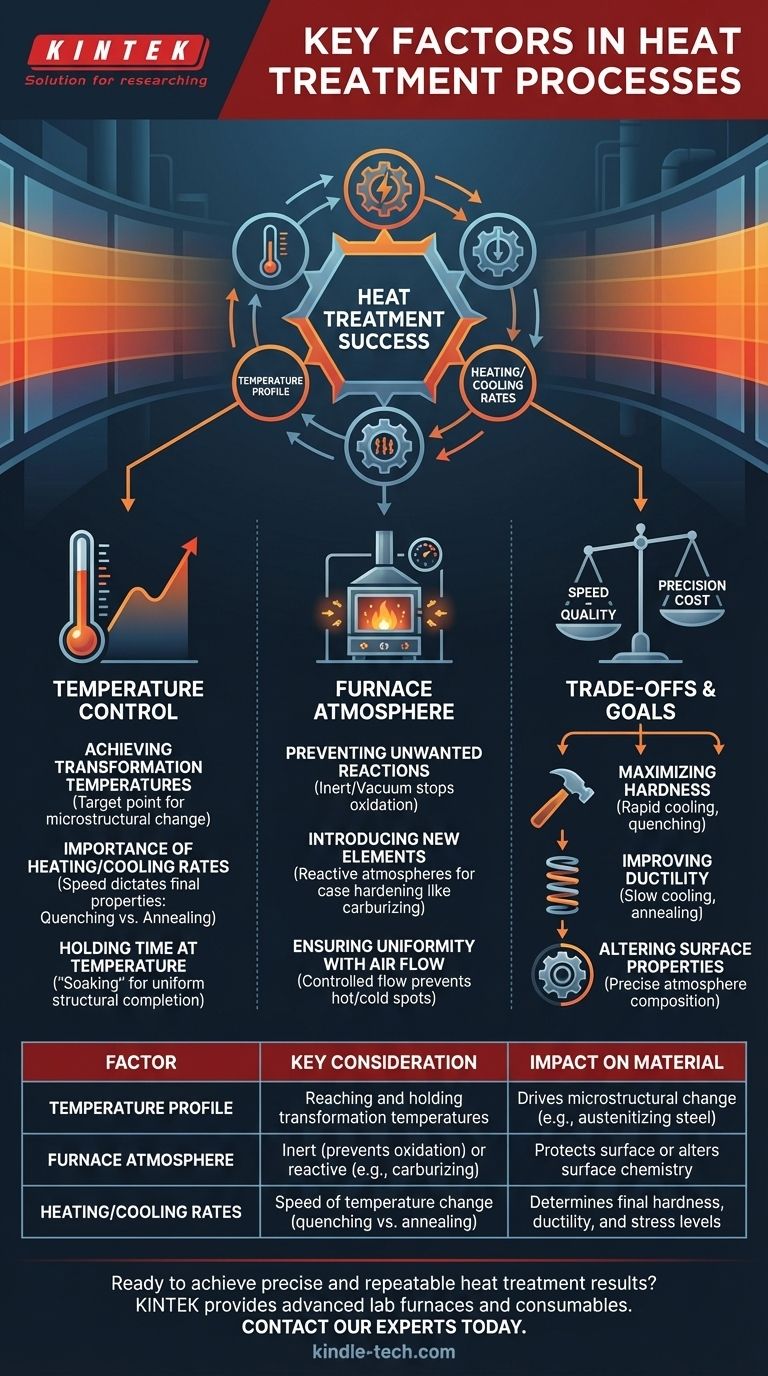
Сводная таблица:
| Фактор | Ключевое соображение | Влияние на материал |
|---|---|---|
| Температурный профиль | Достижение и выдержка температур фазового превращения | Стимулирует изменение микроструктуры (например, аустенитизация стали) |
| Атмосфера печи | Инертная (предотвращает окисление) или реактивная (например, цементация) | Защищает поверхность или изменяет поверхностную химию |
| Скорости нагрева/охлаждения | Скорость изменения температуры (закалка против отжига) | Определяет конечную твердость, пластичность и уровни напряжений |
Готовы достичь точных и воспроизводимых результатов термообработки в вашей лаборатории?
Факторы температуры, атмосферы и охлаждения — это не просто переменные, это рычаги управления конечными свойствами вашего материала. KINTEK специализируется на предоставлении передовых лабораторных печей и расходных материалов, необходимых вам для освоения этого критически важного процесса.
Независимо от того, какова ваша цель — максимальная твердость, улучшенная пластичность или специализированная поверхностная обработка, — наше оборудование обеспечивает точность и надежность, необходимые для НИОКР и производства.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваше конкретное применение и найти идеальное решение для термообработки для вашей лаборатории. Свяжитесь с нами через нашу контактную форму, чтобы начать работу.
Визуальное руководство
Связанные товары
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Графитовая вакуумная печь для термообработки 2200 ℃
- Печь для вакуумной термообработки молибдена
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Люди также спрашивают
- Какие бывают отказы, связанные с операциями термообработки? Предотвращение деформации, растрескивания и мягких пятен
- Каков принцип вакуумной термообработки? Достижение превосходных свойств материала при полном контроле
- Каковы недостатки вакуумной термообработки? Объяснение высоких затрат и технических ограничений
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля



















