Коротко говоря, вакуумно-дуговая переплавка расходуемым электродом, более известная как вакуумно-дуговая переплавка (ВДП), представляет собой процесс вторичной плавки, используемый для очистки и улучшения качества металлов и суперсплавов. Он работает за счет использования высокотоковой электрической дуги для постепенного плавления твердого металлического электрода («расходуемого электрода») в глубоком вакууме, что позволяет расплавленному металлу повторно затвердевать в водоохлаждаемой медной форме, производя высокочистый и структурно однородный слиток.
Основная цель вакуумно-дуговой переплавки состоит не в плавлении сырья, а в рафинировании существующего металлического электрода, удалении примесей и контроле процесса затвердевания для создания конечного продукта с превосходной чистотой, структурной целостностью и механическими свойствами.

Основной механизм вакуумно-дуговой переплавки (ВДП)
Процесс ВДП — это строго контролируемая операция рафинирования, предназначенная для получения материала максимально высокого качества. Он принципиально отличается от первичных методов плавки, таких как вакуумно-индукционная плавка.
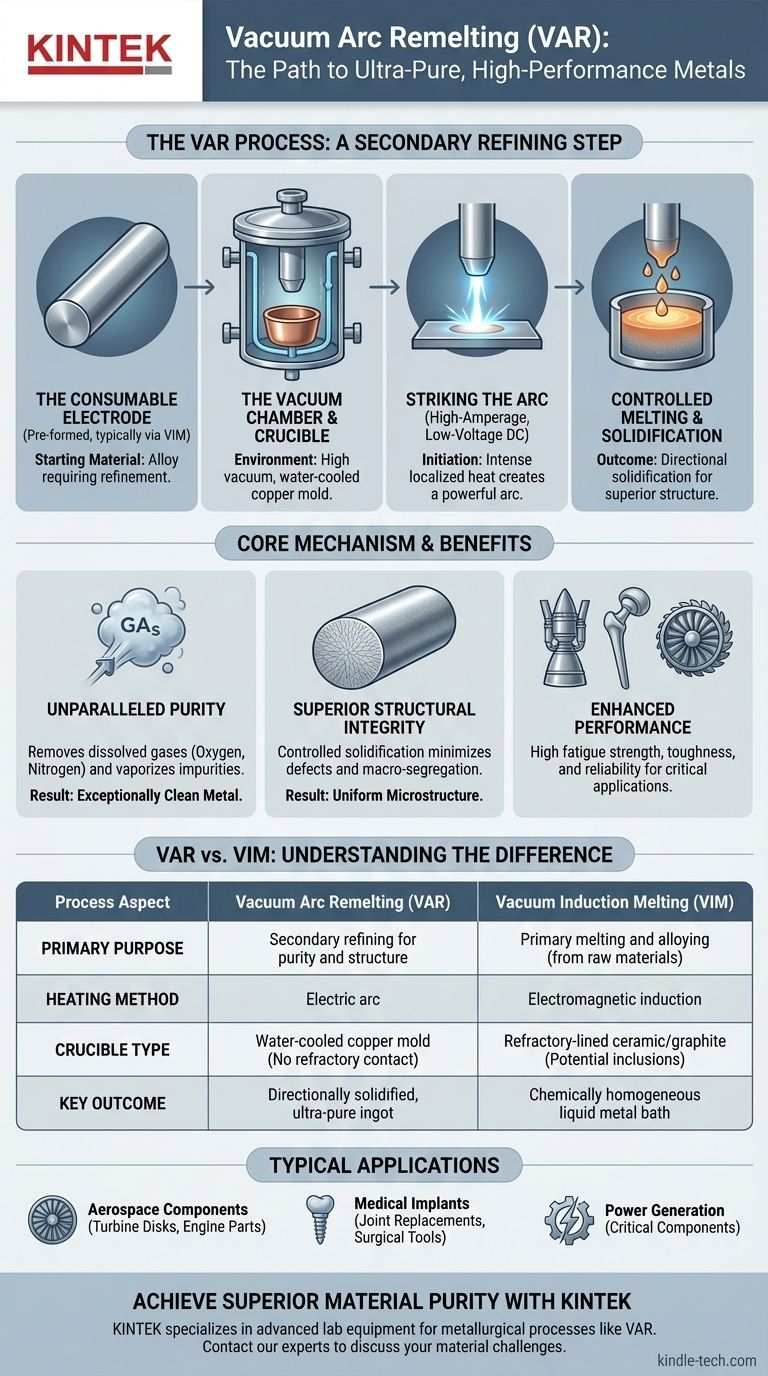
Шаг 1: Расходуемый электрод
Процесс начинается с предварительно сформированного цилиндра металлического сплава, который нуждается в рафинировании. Это расходуемый электрод. Обычно он создается в процессе первичной плавки, такой как вакуумно-индукционная плавка (ВИП).
Шаг 2: Вакуумная камера и тигель
Электрод подвешивается внутри герметичной, водоохлаждаемой вакуумной камеры. В нижней части этой камеры находится водоохлаждаемый медный тигель (или форма), который будет содержать вновь затвердевший слиток. Вся система откачивается до высокого вакуума.
Шаг 3: Возбуждение дуги
Высокоамперный, низковольтный электрический потенциал постоянного тока подается между нижней частью электрода и небольшим количеством стартового материала в основании тигля. Это инициирует мощную электрическую дугу, которая создает огромное локализованное тепло, подобно сварочной дуге.
Шаг 4: Контролируемое плавление и затвердевание
Интенсивное тепло дуги плавит кончик расходуемого электрода. Капли металла падают с электрода в неглубокую ванну расплавленного металла в медном тигле внизу.
Поскольку тигель активно охлаждается водой, расплавленный металл постепенно затвердевает снизу вверх и снаружи внутрь. Это строго контролируемое охлаждение имеет решающее значение для конечного качества слитка.
Различие ВДП от вакуумно-индукционной плавки (ВИП)
Хотя оба процесса являются вакуумными, ВДП и ВИП служат разным целям и работают по разным принципам. Приведенные ссылки описывают ВИП, поэтому крайне важно понять различие.
Метод нагрева и назначение
ВДП использует электрическую дугу для переплавки существующего электрода с целью очистки и структурного рафинирования. Это вторичный процесс рафинирования.
ВИП (вакуумно-индукционная плавка) использует электромагнитную индукцию для плавления сырых, твердых металлов (таких как лом или элементарные куски) в тигле с футеровкой. Это первичный процесс плавки и легирования.
«Тигель»
В ВДП «тигель» представляет собой водоохлаждаемую медную форму. Его цель — быстро и направленно отводить тепло для контроля затвердевания. Расплавленный металл никогда не соприкасается с огнеупорными материалами, что предотвращает загрязнение.
В ВИП тигель представляет собой керамический или графитовый сосуд, который должен выдерживать высокую температуру. Эта огнеупорная футеровка может быть потенциальным источником микроскопических керамических включений в конечном расплаве.
Структура конечного продукта
ВДП производит направленно затвердевший слиток с очень тонкой, однородной зернистой структурой и минимальной химической сегрегацией.
ВИП производит химически однородную ванну жидкого металла за счет электромагнитного перемешивания, которая затем разливается в форму. Затвердевание менее контролируемо, чем при ВДП.
Понимание компромиссов: почему используется ВДП
ВДП — это дорогостоящий и трудоемкий процесс. Он применяется для тех случаев, когда отказ материала недопустим.
Ключевое преимущество: беспрецедентная чистота
Сочетание высокого вакуума и высокой температуры удаляет растворенные газы, такие как кислород и азот. Он также испаряет и извлекает высоколетучие примеси (элементы-примеси), что приводит к получению исключительно чистого металла.
Ключевое преимущество: превосходная структурная целостность
Контролируемое, направленное затвердевание минимизирует дефекты, такие как пористость и усадочные раковины. Оно также создает высокооднородную микроструктуру, свободную от макросегрегации (неравномерного распределения сплава), которая может поражать обычные отливки.
Результат: улучшенная производительность
Это сочетание чистоты и структурной целостности придает материалам, полученным методом ВДП, исключительную усталостную прочность, вязкость и надежность. Именно поэтому этот процесс необходим для производства материалов, используемых в дисках авиационных турбин, медицинских имплантатах и компонентах для выработки электроэнергии.
Правильный выбор для вашей цели
Выбор процесса плавки полностью определяется стоимостью и требованиями к производительности конечного компонента.
- Если ваша основная цель — создание конкретного сплава из сырья: ВИП — это правильный первичный процесс плавки для реактивных сплавов и суперсплавов.
- Если ваша основная цель — достижение абсолютной чистоты и структурной целостности для критически важного применения: ВДП — это необходимый вторичный этап рафинирования, почти всегда выполняемый на электроде, ранее изготовленном методом ВИП.
- Если ваша основная цель — экономичное производство менее критичных компонентов: ни ВИП, ни ВДП могут не потребоваться, и могут быть достаточны более простые процессы плавки на воздухе или электрошлаковой переплавки (ЭШП).
В конечном итоге, понимание этих передовых производственных процессов позволяет вам точно определить необходимое качество материала для успешного применения.
Сводная таблица:
| Аспект процесса | Вакуумно-дуговая переплавка (ВДП) | Вакуумно-индукционная плавка (ВИП) |
|---|---|---|
| Основное назначение | Вторичное рафинирование для чистоты и структуры | Первичная плавка и легирование |
| Метод нагрева | Электрическая дуга | Электромагнитная индукция |
| Тип тигля | Водоохлаждаемая медная форма | Футерованный огнеупорный керамический/графитовый |
| Ключевой результат | Направленно затвердевший, ультрачистый слиток | Химически однородный жидкий металл |
| Типичные применения | Аэрокосмические компоненты, медицинские имплантаты | Создание конкретных сплавов из сырья |
Нужны сверхчистые, высокопроизводительные металлы для ваших критически важных применений? KINTEK специализируется на передовом лабораторном оборудовании и расходных материалах для металлургических процессов, таких как вакуумно-дуговая переплавка. Наш опыт гарантирует, что у вас есть правильные инструменты для достижения превосходной чистоты материала и структурной целостности, необходимых для аэрокосмических, медицинских и энергетических компонентов. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать самые сложные материальные задачи вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Система вакуумного индукционного плавильного литья Дуговая плавильная печь
- Печь для индукционной плавки вакуумной дугой
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
Люди также спрашивают
- Какова основная функция печи для вакуумной дуговой плавки при подготовке RHEA? Достижение экстремального термического сплавления
- Как специализированные промышленные малогабаритные плавильные печи решают проблемы точного литья ювелирных изделий? Руководство эксперта
- Какова основная функция лабораторной печи для вакуумной дуговой плавки? Ускорьте исследование сплавов
- Какова функция печи вакуумно-дуговой плавки при приготовлении высокоэнтропийных сплавов Alx(CrFeNi)1-x высокой чистоты?
- Какова функция печи для вакуумной дуговой плавки? Мастер-гомогенизация для лент из аморфных сплавов












