
Вы видели это раньше. Партия тщательно спроектированных, обработанных и очищенных компонентов помещается в печь для пайки. Термический профиль работает идеально. Через несколько часов детали извлекаются, и начинается проверка. Вместо прочных, чистых соединений вы обнаруживаете пустоты, неполное заполнение или, что еще хуже, деформированную сборку. Вся партия теперь — дорогостоящий брак, а сроки вашего проекта снова задерживаются.
Почему это продолжает происходить? Это глубоко расстраивающая проблема, которая преследует даже самые опытные инженерные команды.
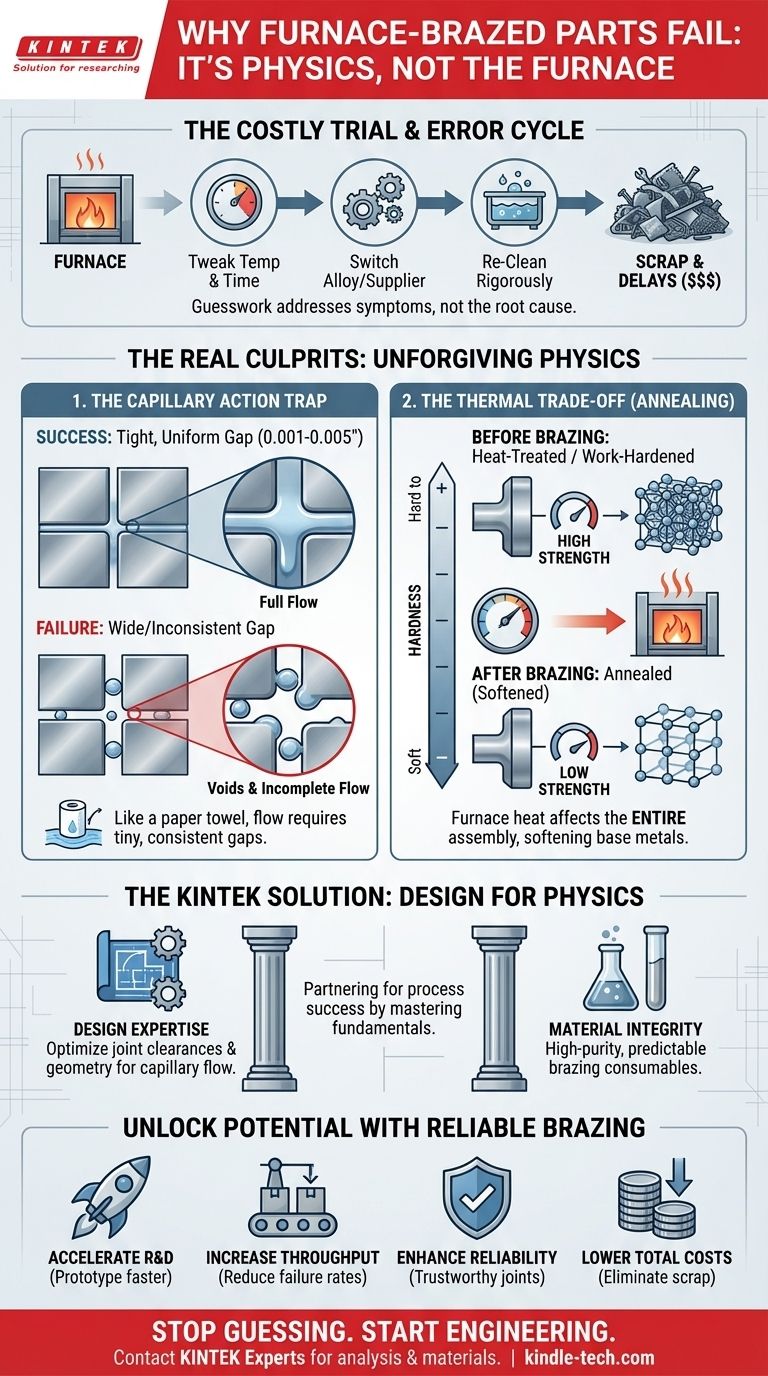
Дорогостоящий цикл проб и ошибок
Когда пайка в печи не удается, начинается суматоха по поиску неисправностей. Это знакомый танец:
- «Давайте подстроим температуру печи». Вы регулируете скорость нагрева или время на пиковой температуре, надеясь, что небольшое изменение исправит поток.
- «Может быть, дело в припое». Вы переключаетесь на другой припой или другого поставщика, подозревая проблему с самим материалом.
- «Детали, должно быть, недостаточно чистые». Вы внедряете еще более строгий, трудоемкий протокол очистки перед следующим запуском.
Иногда одно из этих изменений кажется успешным, давая вам одну успешную партию. Но вскоре непостоянство возвращается. Этот цикл угадывания не просто расстраивает; он имеет серьезные последствия для бизнеса. Каждая неудачная партия — это потеря тысяч долларов на высокоточных обработанных деталях, специализированных материалах и затратах на энергию. Сроки проекта срываются, запуск продуктов задерживается, а уверенность вашей команды в критически важном производственном процессе подрывается.
Основная проблема в том, что эти «решения» лишь устраняют симптомы. Настоящая болезнь лежит глубже, коренясь в фундаментальной физике процесса.
Истинный виновник: Два неумолимых закона физики
Пайка в печи не выходит из строя из-за неисправности печи или плохого припоя. Она выходит из строя, когда конструкция сборки игнорирует два не подлежащих обсуждению физических принципа. Это процесс, который обеспечивает совершенство, но не прощает ничего.
Ловушка капиллярного действия: почему «достаточно близко» не работает
Пайка в печи полностью зависит от явления, называемого капиллярным действием, которое затягивает расплавленный припой в соединение. Представьте, как бумажное полотенце мгновенно впитывает воду по своим волокнам. Это работает только потому, что зазоры между волокнами невероятно малы и равномерны.
То же правило применяется и к вашим деталям.
- Правда: Чтобы капиллярное действие работало, зазор (или люфт) между двумя деталями должен быть чрезвычайно плотным и равномерным — обычно от 0,001 до 0,005 дюйма (0,025–0,127 мм).
- Неудача: Если зазор слишком велик, непостоянен или имеет конусность, капиллярная сила разрушается. Расплавленный припой просто останется на месте или заполнится частично, оставляя пустоты и создавая слабое, ненадежное соединение.
Регулировка температуры печи не может заставить жидкий металл преодолеть физику и перепрыгнуть через широкий зазор. Проблема не в тепле; проблема в геометрии.
Тепловой компромисс: тепло, которое дает, также забирает
Печь по своей природе нагревает всю сборку до температуры пайки, а не только область соединения. Это имеет огромное, неизбежное последствие для ваших базовых материалов.
- Правда: Если ваши детали подвергались термообработке или упрочнению для придания им определенной прочности и твердости, цикл пайки почти наверняка отжигает их. Отжиг — это процесс, который смягчает металл, фактически стирая преимущества предыдущих закалочных обработок.
- Неудача: Вы можете получить идеальное паяное соединение, но сами компоненты теперь слишком мягкие, чтобы соответствовать требованиям к производительности продукта. Деталь выходит из строя в эксплуатации не в месте соединения, а потому, что основной материал потерял свою прочность.
Это не дефект процесса; это неотъемлемый компромисс. Вы должны проектировать свою деталь, зная, что это смягчение произойдет.
Решение, разработанное для физики, а не для угадывания
Как только вы поймете, что успешная пайка определяется до того, как детали попадут в печь, путь вперед станет ясен. Вы должны переключить свое внимание с подстройки процесса на совершенствование конструкции и подготовки.
Чтобы сделать это эффективно, вам нужен метод, который уважает эти физические законы. Это требует двух ключевых элементов:
- Экспертиза в проектировании: Способность проектировать соединения с точными, равномерными зазорами и элементами, которые правильно удерживают припой.
- Целостность материала: Доступ к высокочистым, идеально однородным расходным материалам для пайки, которые ведут себя предсказуемо каждый раз.
Именно поэтому KINTEK — это больше, чем просто поставщик лабораторных расходных материалов; мы — партнер в успехе процесса. Наша ценность основана на помощи вам в освоении основ. Мы предоставляем не только высокочистые припои, пасты и заготовки, которые обеспечивают предсказуемый капиллярный поток, но и экспертное руководство, которое поможет вам с самого начала проектировать ваши компоненты для успешной, повторяемой пайки. Наши продукты — это не просто материалы; это инструменты уверенности, разработанные для работы с законами физики, а не против них.
За пределами устранения неполадок: что открывает надежная пайка
Когда вы перестанете бороться с непоследовательными результатами, вы сможете наконец использовать пайку в печи по назначению: для создания превосходных продуктов в больших масштабах. Переход от реактивного к проактивному подходу открывает значительный новый потенциал для вашего бизнеса.
Вместо того чтобы выделять ресурсы на проверку и доработку неисправных деталей, ваша команда может:
- Ускорить НИОКР: Уверенно создавать прототипы сложных многокомпонентных узлов, которые ранее были слишком рискованными.
- Увеличить производительность: Резко снизить процент отказов, превратив потраченные впустую мощности в отгружаемую продукцию.
- Повысить надежность продукции: Поставлять детали с постоянно прочными, герметично закрытыми соединениями, которые укрепляют доверие ваших клиентов.
- Снизить общие затраты: Устранить огромные расходы на бракованные материалы, напрасный труд и производственные задержки.
Короче говоря, когда вы решаете проблему пайки у ее корня, вы превращаете источник хронического разочарования в конкурентное преимущество.
Хватит позволять непониманию физики диктовать ваш производственный график и бюджет. Пришло время перейти от борьбы с техническими проблемами к достижению ваших стратегических целей. Если вы готовы добиться стабильных, надежных результатов пайки для ваших критически важных проектов, наша команда готова помочь вам проанализировать вашу конструкцию и выбрать идеальные материалы для этой работы. Свяжитесь с нашими экспертами.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь для спекания стоматологического фарфора и циркония, устанавливаемая у кресла пациента, с трансформатором
- Вакуумная печь для спекания зубной керамики
- Графитовая вакуумная печь с нижним выгрузкой для графитации углеродных материалов
- Электрическая вращающаяся печь для пиролиза, установка, машина, кальцинатор, малая вращающаяся печь, вращающаяся печь
Связанные статьи
- Искусство пустоты: почему отсутствие создает самые крепкие связи
- Архитектура тишины: мастерство через полный контроль окружающей среды
- Применение технологии вакуумной термообработки
- Оценка плюсов и минусов наружных вакуумных печей для термообработки
- Помимо температуры: почему ваша печная пайка не удается и как сделать ее правильно



















