
Вы знаете это чувство. Партия тщательно подготовленных компонентов выходит из паяльной печи. Но при осмотре соединения слабые, припой не протек должным образом, или, что еще хуже, основные детали деформированы. Еще одна дорогостоящая, трудоемкая партия отправляется в мусорное ведро, и вы задаетесь вопросом, что пошло не так.
Была ли печь слишком горячей? Слишком холодной? Вы держали ее при температуре слишком долго? Это разочаровывающий цикл догадок, который многие лаборатории и производственные цеха знают слишком хорошо.
Дорогостоящий цикл проб и ошибок
Это не просто мелкий технический сбой; это серьезная бизнес-проблема. Когда пайка не удается, последствия распространяются:
- Потеря ресурсов: Дорогие материалы и часы квалифицированного труда теряются с каждой неудачной партией.
- Задержки проекта: Устранение неполадок сдвигает сроки, задерживая разработку продукта и графики поставок.
- Ненадежное качество: Непоследовательные соединения создают риск отказа продукта в полевых условиях, нанося ущерб репутации вашей компании и потенциально приводя к дорогостоящим отзывам.
Общая реакция — настроить параметры печи. «Давайте добавим 20 градусов» или «Давайте попробуем подержать еще пять минут». Иногда это кажется работающим, но проблема всегда возвращается. Это потому, что эти «решения» лечат симптом, а не основную болезнь.
Настоящий виновник: фундаментальное непонимание «температуры»
Основная причина, по которой так много паяльных операций испытывают трудности, — это простое, но глубокое непонимание. Мы спрашиваем: «Какова температура паяльной печи?», когда должны спрашивать: «Какова правильная температура плавления для моего конкретного припоя?»
Не существует единой «правильной» температуры для паяльной печи. Печь — это всего лишь инструмент; материалы определяют процесс.
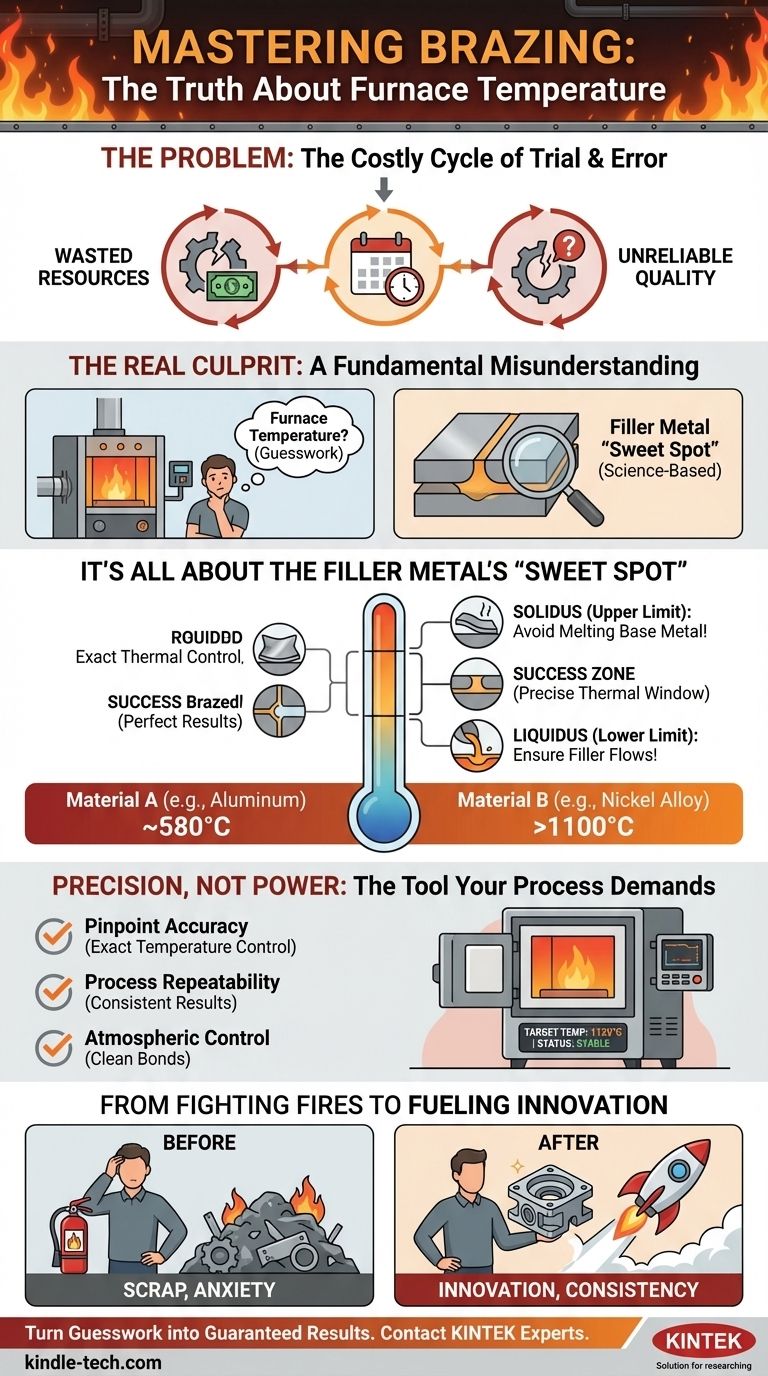
Все дело в «золотой середине» припоя
Успешная пайка происходит в точном температурном окне, определяемом двумя критическими точками:
-
Нижний предел (ликвидус): Печь должна быть достаточно горячей, чтобы припой превысил температуру ликвидуса — точку, где он полностью расплавляется и может проникать в соединение за счет капиллярного действия. Если слишком холодно, припой остается вязким, образуя пустоты и слабое соединение.
-
Верхний предел (солидус): Температура должна безопасно оставаться ниже температуры солидуса основных металлов, которые вы соединяете. Если станет слишком горячо, вы рискуете расплавить, деформировать или эродировать сами детали.
Представьте себе так: припой из алюминиевого сплава плавится при температуре около 580°C, в то время как высокопрочный никелевый сплав для аэрокосмической промышленности требует более 1100°C. Использование одинаковых настроек печи для обоих было бы гарантией неудачи. «Правильная» температура полностью зависит от материалов в ваших руках.
Причина, по которой подход проб и ошибок терпит неудачу, заключается в том, что он игнорирует этот фундаментальный принцип. Вы пытаетесь найти волшебное число для инструмента, вместо того чтобы прислушиваться к тому, что требуют материалы.
Точность, а не мощность: инструмент, который требует ваш процесс
Чтобы выйти из этого цикла и добиться безупречных, повторяемых результатов, вам не нужна более горячая печь. Вам нужна более умная и точная печь. Вам нужен инструмент, разработанный для освоения конкретного температурного окна материала.
Именно поэтому лабораторные и промышленные печи KINTEK спроектированы для точного контроля температуры. Это не просто нагревательные камеры; это сложные системы управления температурой, построенные на глубоком понимании материаловедения.
- Точечная точность: Наши печи позволяют устанавливать и поддерживать точную температуру, требуемую вашим припоем, обеспечивая идеальную работу в критическом окне ликвидус-солидус. Больше никаких догадок.
- Повторяемость процесса: Независимо от того, паяете ли вы алюминий при 600°C или никелевый сплав при 1120°C, вы можете запрограммировать точный температурный профиль и идеально повторять его партия за партией.
- Контроль атмосферы: Многие высокопроизводительные паяльные операции требуют вакуума или инертного газа для предотвращения окисления. Наши печи обеспечивают эту контролируемую среду, гарантируя, что припой может чисто и эффективно соединяться с основными материалами.
Оборудование KINTEK — это не просто решение; это воплощение правильного подхода к пайке — подхода, который ставит материаловедение на первое место.
От тушения пожаров к стимулированию инноваций
Когда вы наконец решите эту насущную проблему, вы сделаете больше, чем просто сократите количество брака. Вы откроете новый потенциал для всей вашей деятельности.
Вместо того чтобы ограничиваться несколькими «безопасными» сплавами, с которыми вам удалось добиться успеха, вы можете уверенно исследовать более широкий спектр материалов для удовлетворения более строгих спецификаций продукта. Прототипирование ускоряется с недель неопределенного экспериментирования до дней предсказуемого выполнения. Ваша производственная линия превращается из источника беспокойства в образец последовательности и надежности. Вы можете браться за более сложные проекты, производить компоненты с более высокой стоимостью и строить мощную репутацию качества.
Не позволяйте мифу о температуре пайки сдерживать ваши проекты. Понимая основные принципы и используя правильные инструменты, вы можете превратить одну из самых сложных задач в конкурентное преимущество. Если вы готовы перейти от догадок к гарантированным результатам, наша команда готова помочь вам настроить идеальное температурное решение для ваших уникальных материалов и целей. Свяжитесь с нашими экспертами.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитировочная печь сверхвысоких температур в вакууме
- Вертикальная высокотемпературная вакуумная графитизационная печь
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Связанные статьи
- Архитектура тишины: мастерство через полный контроль окружающей среды
- Искусство пустоты: почему отсутствие создает самые крепкие связи
- Вакуумная печь для термообработки: принципы работы и особенности
- Помимо температуры: почему ваша печная пайка не удается и как сделать ее правильно
- Технические характеристики и общие сведения о вакуумных печах для термообработки



















