
Скрытая переменная в металлургии
В ответственных инженерных задачах мы часто зацикливаемся на видимых переменных: температуре печи, продолжительности цикла и марке сплава.
Но есть скрытая переменная, которая определяет успех или неудачу всего процесса: Атмосфера.
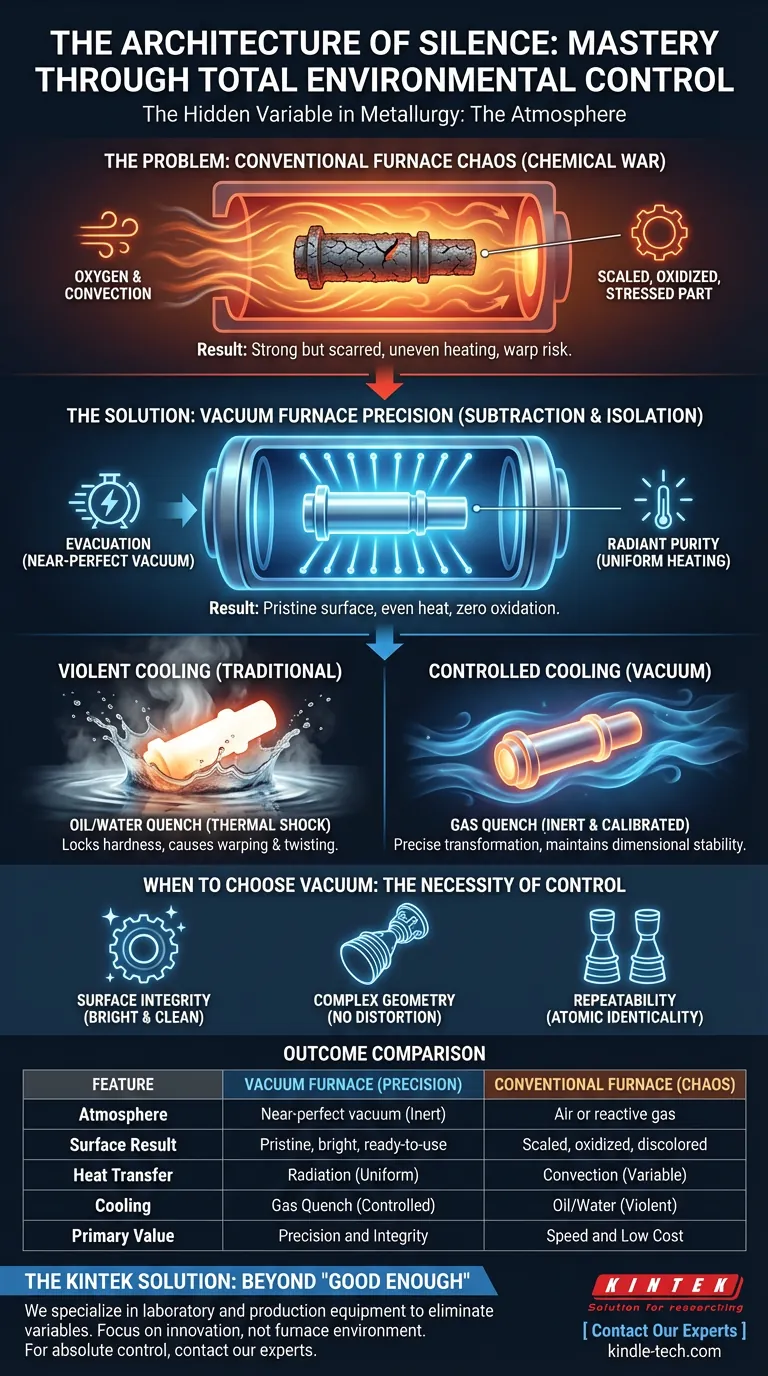
Когда вы нагреваете металлическую деталь в обычной печи, вы фактически вступаете в химическую войну. Кислород в воздухе атакует поверхность нагретого металла. Конвекционные потоки, создающие тепло, вызывают турбулентность. Результатом часто является деталь, которая прочна, но имеет дефекты — окалину, обесцвечивание и внутренние напряжения.
Для базового производства это приемлемо. Для критически важных применений — в аэрокосмической отрасли, производстве медицинских устройств и высокоточных инструментов — это риск, который вы не можете себе позволить.
Вакуумная термообработка — это инженерный ответ на этот хаос. Это философия вычитания. Убирая воздух, мы убираем шум, оставляя только чистое взаимодействие между энергией и материей.
Физика изоляции
Основное отличие вакуумной обработки от традиционных методов заключается не в самом тепле, а в среде, через которую передается тепло.
В стандартной печи тепло передается конвекцией — горячий воздух обдувает металл. Это эффективно, но неравномерно. Это создает горячие точки. Это способствует окислению.
Вакуумная печь меняет правила игры:
- Эвакуация: Прежде чем будет применена хотя бы одна единица тепла, мощные насосы удаляют атмосферу, создавая почти идеальный вакуум. Реактивные агенты — кислород, азот, водяной пар — удалены.
- Чистота излучения: Поскольку нет воздуха для переноса конвекционных потоков, тепло передается исключительно за счет излучения. Графитовые или керамические элементы направляют тепловую энергию непосредственно на заготовку.
- Равномерность: Поскольку излучение является прямой видимостью и легко контролируется, деталь нагревается равномерно. Тонкие участки и толстые сердцевины достигают равновесия одновременно, уменьшая внутреннее напряжение, вызывающее деформацию.
Проблема агрессивного охлаждения
Опасность не заканчивается с прекращением нагрева. Фаза охлаждения, или закалки, часто является причиной порчи деталей.
Классическая закалка включает погружение раскаленного металла в масло или воду. Это резкий термический шок. Он обеспечивает твердость, но часто ценой стабильности размеров. Детали изгибаются. Они коробятся. Они деформируются.
Вакуумные печи заменяют эту агрессивность точностью. Вместо жидкой ванны камера заполняется инертными газами (такими как аргон или азот) под высоким давлением. Это позволяет отводить тепло с калиброванной скоростью. Вы получаете необходимую металлургическую трансформацию без травмирующей деформации.
Стоимость уверенности
Если вакуумная термообработка превосходит другие методы, почему она не используется повсеместно?
Ответ кроется в психологии компромиссов.
Вакуумная обработка — это «премиальная страховка» в металлургии. Оборудование сложное и капиталоемкое. Циклы занимают больше времени, поскольку создание вакуума — это целенаправленный процесс. Для эксплуатации этих сложных систем требуется специализированный операционный опыт.
Однако рассмотрите стоимость альтернативы:
- Последующая обработка: Обычные детали часто требуют пескоструйной обработки или механической обработки для удаления окалины.
- Уровень отказов: Изогнутая деталь в реактивном двигателе или медицинском имплантате — это не неудобство, а катастрофа.
Вакуумная обработка обменивает скорость и низкую начальную стоимость на предсказуемость.
Когда выбирать вакуум
Понимание компромиссов помогает нам принимать правильные инженерные решения. Вам не нужна вакуумная печь для закалки садового мотыги. Она вам абсолютно необходима для пайки сопла ракеты.
Вот как оценить необходимость контроля:
- Целостность поверхности: Если деталь должна быть яркой, чистой и без окалины без очистки, вакуум — единственный выбор.
- Геометрия: Если деталь имеет глухие отверстия, тонкие стенки или сложную форму, радиационный нагрев предотвращает деформацию.
- Воспроизводимость: Если деталь №1 должна быть атомарно идентична детали №1000, необходима компьютерно-управляемая среда вакуумной печи.
Сравнение результатов
| Характеристика | Вакуумная печь | Обычная печь |
|---|---|---|
| Атмосфера | Почти идеальный вакуум (инертный) | Воздух или реактивный газ |
| Результат на поверхности | Первозданный, яркий, готовый к использованию | С окалиной, окисленный, обесцвеченный |
| Теплопередача | Излучение (равномерное) | Конвекция (переменная) |
| Охлаждение | Газовое охлаждение (контролируемое) | Масло/вода (агрессивное) |
| Основная ценность | Точность и целостность | Скорость и низкая стоимость |
Решение KINTEK
На стыке материаловедения и надежности оборудования вы найдете KINTEK.
Мы понимаем, что для наших клиентов «достаточно хорошо» редко бывает достаточно. Независимо от того, проводите ли вы низкотемпературный отжиг или высокотемпературный спекание, целостность вашего оборудования определяет целостность ваших данных и вашего продукта.
KINTEK специализируется на лабораторном и производственном оборудовании, разработанном для устранения переменных. Мы предоставляем инструменты, которые позволяют инженерам перестать беспокоиться об окружающей среде внутри печи и сосредоточиться на инновациях, исходящих из нее.
Если ваш процесс требует абсолютного контроля, который может обеспечить только вакуумная среда, мы готовы помочь вам сконфигурировать идеальное решение.
Визуальное руководство
Связанные товары
- Графитовая вакуумная печь для термообработки 2200 ℃
- Печь для вакуумной термообработки молибдена
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для спекания и пайки в вакууме
Связанные статьи
- Архитектура экстремальных температур: Освоение теплового потолка
- Руководство по приобретению вакуумных печей для термообработки
- Оптимизация производительности графитовых вакуумных печей: Исчерпывающее руководство
- Вакуумная печь для термообработки: принципы работы и особенности
- Открытие вакуумных графитовых печей: Производительность, применение и мнения экспертов



















