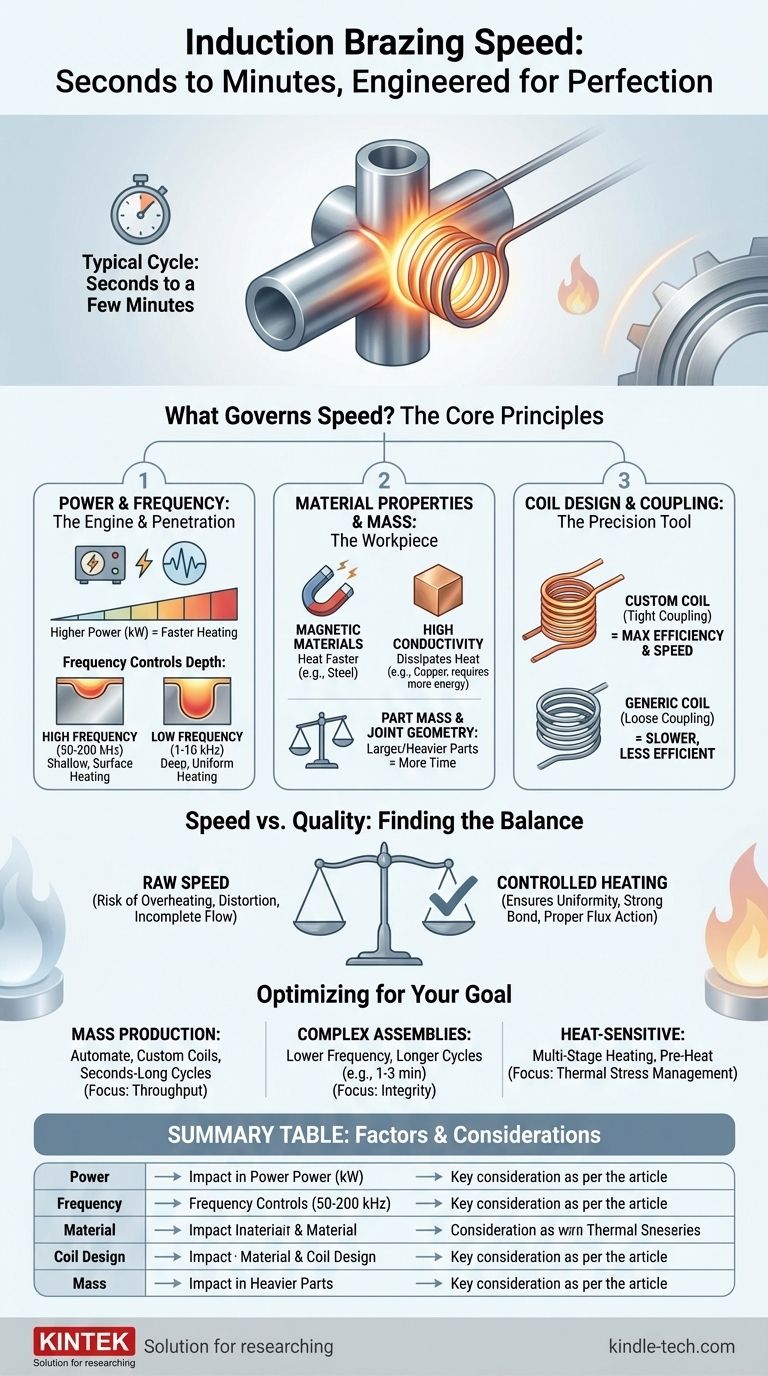
На практике индукционная пайка исключительно быстра. Типичный цикл индукционной пайки завершается за время от нескольких секунд до нескольких минут. Эта скорость является одним из основных преимуществ процесса, но точное время — это не фиксированное число; это результат тщательно спроектированной системы, балансирующей конструкцию детали, свойства материала и особенности нагревательного оборудования.
Время, необходимое для индукционной пайки, является прямой функцией массы детали, материала, конструкции соединения и мощности индукционной системы. Хотя время часто измеряется в секундах, истинная цель — не максимальная скорость, а самая быстрая повторяющаяся операция, которая обеспечивает идеальное, высокопрочное соединение.
Физика индукции: что определяет скорость?
Чтобы понять время пайки, сначала необходимо понять основные принципы индукционного нагрева. Процесс использует переменное магнитное поле для создания электрических токов (вихревых токов) внутри металлических деталей. Сопротивление металла этим токам генерирует точный, локализованный нагрев.
Роль мощности и частоты
Источник питания — это двигатель системы. Более высокая мощность (измеряемая в киловаттах, кВт) позволяет подавать больше энергии на деталь, что приводит к более быстрому нагреву. Удвоение доступной мощности часто может сократить время нагрева вдвое.
Частота более тонка. Она контролирует глубину проникновения тепла.
- Высокие частоты (например, 50–200 кГц) создают мелкий эффект нагрева, идеальный для мелких деталей, тонких стенок или применений, где требуется быстрый нагрев только поверхности.
- Низкие частоты (например, 1–10 кГц) проникают глубже в материал, что необходимо для равномерного прогрева крупных, толстых или массивных деталей до самого ядра.
Как свойства материала влияют на нагрев
Не все металлы нагреваются одинаково. Магнитные материалы, такие как углеродистая сталь, нагреваются очень эффективно ниже точки Кюри (около 770°C или 1420°F) из-за потерь на магнитный гистерезис, что добавляет вторичный эффект нагрева.
Другие ключевые свойства включают электрическое сопротивление и теплопроводность. Материалы с более высоким электрическим сопротивлением нагреваются эффективнее. Материалы с высокой теплопроводностью, такие как медь, требуют очень высокой скорости подвода энергии, поскольку они быстро отводят тепло от зоны соединения.
Критическая важность конструкции катушки
Индукционная катушка — это «инструмент», который формирует магнитное поле и фокусирует энергию. Ее конструкция, возможно, является самым важным фактором, определяющим эффективность и скорость.
Расстояние между катушкой и заготовкой, известное как связь (coupling), имеет решающее значение. Тесная связь (меньшее расстояние) приводит к гораздо более эффективной передаче энергии и значительно более быстрому нагреву. Специально разработанная катушка, идеально соответствующая геометрии соединения, необходима для оптимальной производительности.
Масса детали и геометрия соединения
Это самый интуитивно понятный фактор. Большой, тяжелый предмет просто содержит больше массы, которую необходимо довести до температуры, что требует больше энергии и, следовательно, больше времени.
Конструкция паяного соединения также играет свою роль. Цель состоит в том, чтобы нагреть всю область соединения до равномерной температуры. Хорошо спроектированное соединение гарантирует, что обе детали одновременно достигнут температуры пайки, что позволит присадочному металлу быстро и равномерно растечься.
Понимание компромиссов: скорость против качества
Простое применение максимальной мощности для достижения минимального времени — распространенная ошибка, которая приводит к плохим результатам. Цель — контролируемый, повторяемый нагрев, а не просто сырая скорость.
Риск перегрева и деформации
Слишком быстрый нагрев детали создает сильные температурные градиенты, при которых поверхность намного горячее ядра. Это может привести к повреждению поверхности, росту зерна в металле и деформации или короблению детали, особенно в сборках с разнородными материалами или сложными формами.
Опасность неполного растекания припоя
Успешная пайка требует, чтобы все соединение достигло правильной температуры. Если тепло подводится слишком быстро и неравномерно, одна область может нагреться достаточно, чтобы расплавить присадочный металл до того, как остальная часть соединения будет готова. Это приводит к неправильному растеканию припоя, образованию пустот и, как следствие, к слабому, ненадежному соединению.
Обеспечение правильной активности флюса и припоя
Если вы используете флюс, ему требуется определенное время при температуре для выполнения своей очищающей функции. Аналогично, присадочному сплаву для пайки требуется краткий момент для растекания за счет капиллярного действия и полного смачивания поверхностей соединения. Спешка с этим «временем выдержки» может поставить под угрозу металлургическую связь.
Принятие правильного решения для вашей цели
Идеальное время пайки — это баланс между скоростью производства и качеством соединения. Ваше конкретное применение определяет, на чем следует сосредоточить усилия по оптимизации.
- Если ваш основной приоритет — максимизация пропускной способности для массового производства: Инвестируйте в высокоавтоматизированную систему с катушками специальной формы и точно настроенным источником питания для достижения повторяемого цикла нагрева, занимающего секунды.
- Если ваш основной приоритет — пайка крупных или сложных сборок: Отдавайте предпочтение равномерному нагреву, а не чистой скорости. Используйте более низкую частоту и тщательно спроектированную катушку, принимая более длительный цикл (например, 1–3 минуты), чтобы обеспечить целостность соединения и предотвратить деформацию.
- Если ваш основной приоритет — работа с термочувствительными материалами или разнородными материалами: Внедрите многоступенчатый профиль нагрева, например, предварительный нагрев на более низкой мощности с последующим окончательным повышением, чтобы управлять термическими напряжениями и обеспечить качественное соединение.
В конечном счете, оптимальное время индукционной пайки — это не самое быстрое из возможных, а самое быстрое, которое надежно обеспечивает прочное соединение без дефектов.
Сводная таблица:
| Фактор | Влияние на время пайки | Ключевое соображение |
|---|---|---|
| Источник питания (кВт) | Больше мощности = быстрее нагрев | Соответствие мощности массе детали и целям производства |
| Частота (кГц) | Высокая частота для мелких деталей; низкая для крупных | Контролирует глубину проникновения тепла |
| Свойства материала | Магнитные материалы нагреваются быстрее; материалы с высокой проводимостью рассеивают тепло | Влияет на энергоэффективность |
| Конструкция катушки и связь | Специальные катушки и тесная связь резко сокращают время | Наиболее важный фактор эффективности |
| Масса детали и геометрия соединения | Более крупные и тяжелые детали требуют больше времени | Цель — равномерный нагрев всей области соединения |
Готовы оптимизировать процесс пайки?
Независимо от того, заключается ли ваша цель в крупносерийном производстве или в соединении сложных, термочувствительных сборок, опыт KINTEK в системах индукционной пайки может помочь вам достичь идеального баланса скорости и качества. Мы специализируемся на предоставлении правильного лабораторного оборудования и расходных материалов для удовлетворения ваших конкретных лабораторных потребностей.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут обеспечить более быстрое время цикла, повторяемые результаты и более прочные соединения без дефектов для ваших применений.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Печь для индукционной плавки в вакууме с нерасходуемым электродом
- Печь для индукционной плавки вакуумной дугой
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования





