Термообработка часто романтизируется как процесс огня и интенсивности. Мы представляем себе раскаленный металл, экстремальные температуры и потребляемую энергию.
Но в материаловедении фаза нагрева — это лишь подготовка. Фаза охлаждения — это исполнение.
Именно во время охлаждения — особенно при газовой закалке в вакуумных печах — определяется металлургическая судьба детали. Это гонка со временем, борьба за то, чтобы "заморозить" определенную микроструктуру, прежде чем законы термодинамики позволят атомам вернуться в расслабленное, более мягкое состояние.
Это не просто обдувание горячей детали воздухом. Это точная оркестровка давления, скорости и химии.
История двух систем охлаждения
Чтобы понять вакуумные печи, нужно сначала принять противоречие: машина пытается заморозить себя, сжигая свое содержимое.
Часто возникает путаница между двумя системами охлаждения, работающими одновременно. Они служат противоположным целям.
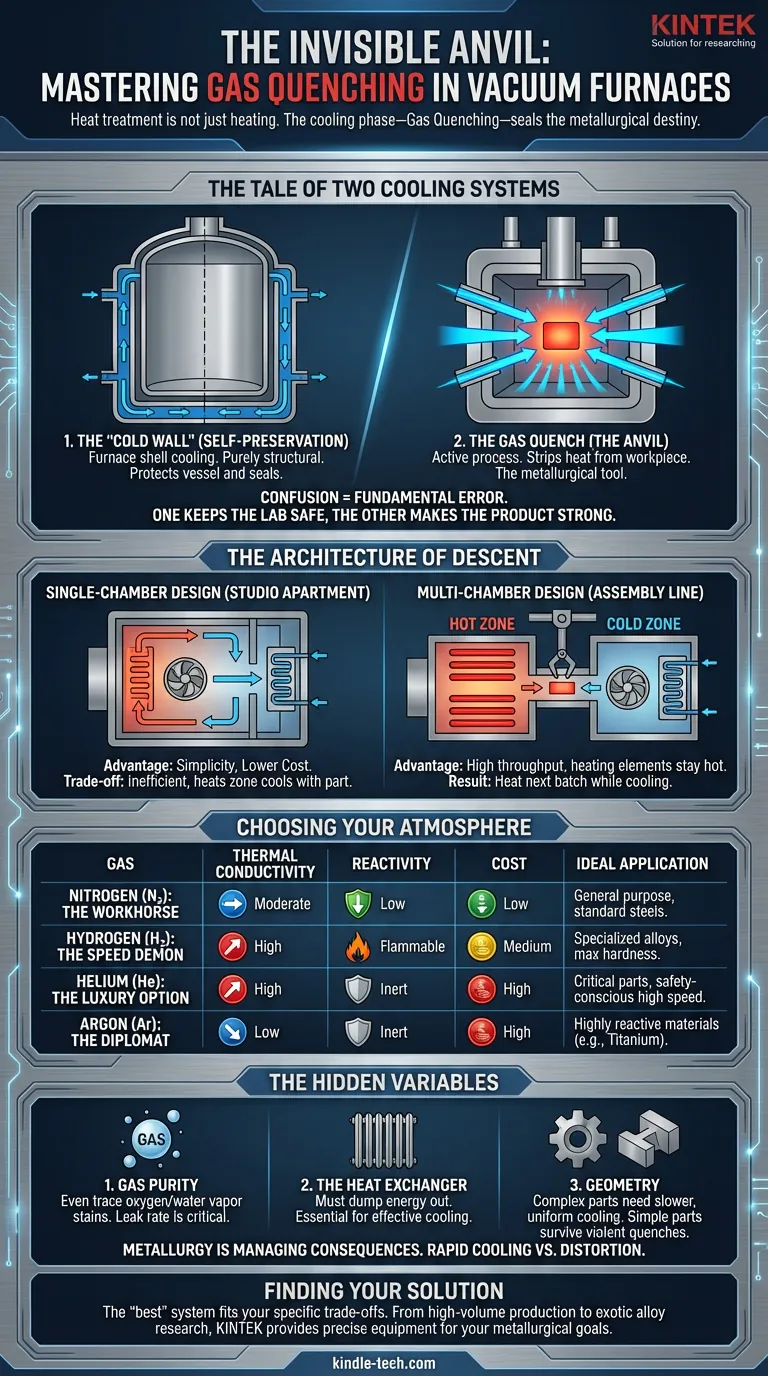
1. "Холодная стенка" (самосохранение) Корпус печи имеет двойную стенку, по которой постоянно циркулирует вода. Эта система никогда не спит. Ее задача чисто структурная — предотвратить деформацию внешней стали и обеспечить, чтобы вакуумные уплотнения не расплавились. Она защищает корпус.
2. Газовая закалка (наковальня) Это активный процесс. После завершения цикла нагрева в камеру подается газ высокой чистоты. Он отводит тепло от изделия для его упрочнения. Это металлургический инструмент.
Путать эти две системы — фундаментальная ошибка. Одна обеспечивает безопасность лаборатории; другая делает продукт прочным.
Архитектура спуска
То, как вы организуете процесс закалки, определяет рабочий процесс вашей лаборатории. Конструкция печи диктует ритм производства.
Однокамерная конструкция
Представьте себе студию. Вы живете, спите и едите в одной комнате.
В однокамерной конструкции нагревательные элементы выключаются, и газ заполняет то же пространство. Мощный вентилятор прогоняет газ через загрузку и через внутренний теплообменник.
- Преимущество: Простота и меньшие капитальные затраты.
- Компромисс: Сама зона нагрева должна охлаждаться вместе с деталью, что неэффективно с точки зрения энергопотребления при быстром цикле.
Многокамерная конструкция
Это подход сборочной линии. Изделие механически перемещается из горячей зоны в выделенную холодную зону.
- Преимущество: Нагревательные элементы остаются горячими, защищенными от термического шока холодного газа.
- Результат: Вы можете нагревать следующую партию, пока предыдущая охлаждается. Высокая производительность, высокая эффективность.
Выбор атмосферы
Если конструкция печи — это аппаратное обеспечение, то газ — это программное обеспечение.
Выбор газа определяет, насколько интенсивно вы отводите тепло от металла. Это компромисс между тепловой агрессивностью и химической безопасностью.
Азот (N₂): Рабочая лошадка
Азот — промышленный стандарт. Он дешев, доступен и обладает неплохой теплопроводностью. Для 80% общих применений термообработки азот высокой чистоты (>99,999%) является логичным выбором.
Водород (H₂): Демон скорости
Когда нужна скорость, водород — король. Он обладает самой высокой теплопроводностью среди распространенных газов. Он отводит тепло быстрее всего.
- Нюанс: Он взрывоопасен. Использование водорода требует строгих протоколов безопасности и специализированной конструкции печи. Это высокий риск, высокая награда.
Гелий (He): Роскошный вариант
Гелий обеспечивает почти такую же производительность, как водород, без риска взрыва. Он легко течет и быстро охлаждает. Однако его стоимость делает его непомерно дорогим для чего-либо, кроме самых критических аэрокосмических или медицинских применений.
Аргон (Ar): Дипломат
Аргон тяжелый, медленный и совершенно инертный. Он не очень быстро охлаждает. Аргон используют только тогда, когда материал настолько реакционноспособен, что даже азот вызовет реакцию. Это выбор для максимальной чистоты поверхности, а не для скорости.
Скрытые переменные
Металлургия — это искусство управления последствиями. Мы хотим получить твердость, которая требует быстрого охлаждения. Но быстрое охлаждение вызывает деформацию.
Если вы мгновенно охладите внешнюю часть толстого стального блока, а ядро останется горячим, дифференциальное напряжение разорвет металл. Вы получите твердую деталь, но она может быть треснутой или деформированной.
Инженерная задача заключается в трех областях:
- Чистота газа: Даже следовые количества кислорода (выше 2 ppm) или водяного пара могут испортить яркую поверхность. Вакуумная печь хороша настолько, насколько хороша ее герметичность.
- Теплообменник: Вы можете циркулировать газ с любой желаемой скоростью, но если теплообменник не может отвести эту энергию из системы, вы просто дуете горячим воздухом на горячий металл.
- Геометрия: Сложные детали требуют более медленного и равномерного охлаждения. Простые детали могут выдержать интенсивную закалку.
Сводка охлаждающих сред
| Газ | Теплопроводность | Реакционная способность | Стоимость | Идеальное применение |
|---|---|---|---|---|
| Азот | Средняя | Низкая | Низкая | Общего назначения, стандартные стали |
| Водород | Высокая | Легковоспламеняющийся | Средняя | Специализированные сплавы, требующие максимальной твердости |
| Гелий | Высокая | Инертный | Высокая | Критические детали, высокоскоростная обработка с учетом безопасности |
| Аргон | Низкая | Инертный | Высокая | Высокореакционные материалы (титан и т. д.) |
Поиск решения
Не существует "лучшей" системы. Существует только система, которая соответствует вашим конкретным компромиссам.
Если вы управляете высокопроизводительной производственной линией, многокамерная азотная система — ваш двигатель. Если вы исследуете экзотические сплавы в небольшой лаборатории, однокамерная аргоновая установка может стать вашим убежищем.
В KINTEK мы понимаем, что лабораторное оборудование — это не просто машины; это переменная, которая контролирует успех вашего эксперимента. Нужна ли вам грубая сила водородного охлаждения или деликатное прикосновение аргона, мы предоставляем точное оборудование, соответствующее вашим металлургическим целям.
Визуальное руководство
Связанные товары
- Система вакуумного индукционного плавильного литья Дуговая плавильная печь
- Раздельная камерная трубчатая печь для химического осаждения из паровой фазы с вакуумной станцией
- Печь для спекания и пайки в вакууме
- Графитовая вакуумная печь для экспериментальной графитизации на IGBT-транзисторах
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Связанные статьи
- Как вакуумно-индукционное плавление (VIM) преобразует производство высокопроизводительных сплавов
- Вакуумная индукционная плавильная печь или дуговая плавильная печь: выбор подходящего оборудования для вашего процесса
- Вакуумная индукционная плавильная печь: введение и применение
- Вакуумная индукционная плавка: Принципы, процессы и применение
- Введение в вакуумную индукционную плавку: Принципы, процессы и применение



















