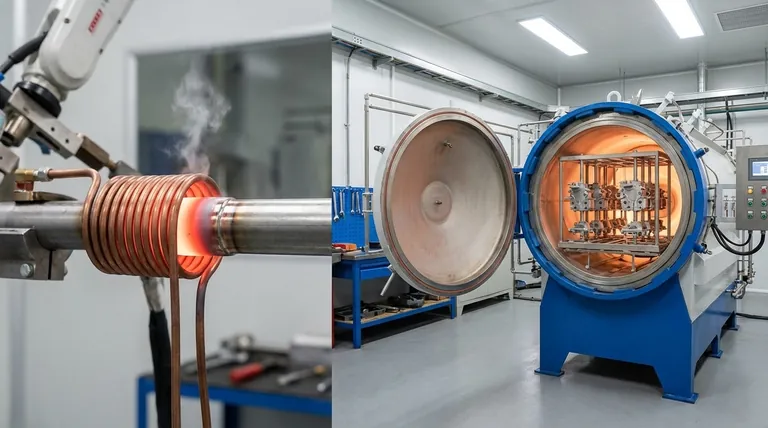
Основное различие между индукционной и печной пайкой заключается в методе нагрева. Печная пайка равномерно нагревает всю сборку внутри контролируемой камеры, в то время как индукционная пайка использует магнитное поле для создания быстрого, локализованного тепла только в зоне соединения. Это фундаментальное различие определяет все остальные различия в скорости, стоимости и применении.
Ваш выбор между этими двумя методами зависит не от того, какой из них универсально «лучше», а от того, какой из них соответствует вашим конкретным производственным целям. Решение зависит от основного компромисса: возможности печи обрабатывать партии против высокоскоростной точности индукции.
Фундаментальное различие: как подается тепло
Механизм нагрева является определяющей характеристикой, которая отличает эти два мощных процесса пайки. Понимание этого является ключом к выбору правильного метода для ваших нужд.
Печная пайка: прокаливание всей сборки
При печной пайке детали с предварительно размещенным присадочным металлом загружаются в печь. Вся камера, а также все находящиеся внутри детали, медленно и равномерно доводятся до температуры пайки.
Этот процесс чаще всего проводится в контролируемой атмосфере для предотвращения окисления. Такие методы, как вакуумная пайка, при которой откачивается воздух, или пайка в защитной газовой среде, обеспечивают чистую среду, что приводит к получению прочных, высококачественных соединений по всей партии.
Индукционная пайка: точный, локализованный нагрев
Индукционная пайка использует переменный ток высокой частоты, проходящий через медную катушку. Это создает сильное и быстро меняющееся магнитное поле вокруг зоны соединения.
Это магнитное поле индуцирует электрические токи (вихревые токи) непосредственно внутри металлических деталей, заставляя их чрезвычайно быстро нагреваться из-за собственного электрического сопротивления. Тепло генерируется внутри и концентрируется только там, где это необходимо, оставляя остальную часть сборки холодной.
Сравнение ключевых характеристик процесса
Различные методы нагрева приводят к совершенно разным результатам с точки зрения скорости, контроля качества, объема и гибкости.
Скорость нагрева и время цикла
Печная пайка — это пакетный процесс с длительным временем цикла. Нагрев целой печи и ее содержимого может занять часы. Однако она может обрабатывать тысячи соединений одновременно, что делает время на одно соединение очень низким.
Индукционная пайка — это процесс непрерывного потока с чрезвычайно коротким временем цикла. Нагрев часто завершается за секунды. Это делает ее идеальной для интеграции в автоматизированную производственную линию, где детали обрабатываются по одной.
Качество соединения и контроль атмосферы
Печная пайка обеспечивает превосходный, равномерный контроль атмосферы. Вакуум или инертный газ защищают всю деталь от окисления в течение длительного цикла нагрева, что критически важно для чувствительных материалов и сложных геометрий.
Индукционная пайка обеспечивает локализованный контроль атмосферы. Хотя ее можно проводить в специальной камере, ее часто выполняют на открытом воздухе с использованием флюса для предотвращения окисления или с направленной струей защитного газа, направленной на соединение. Качество в месте соединения отличное, но остальная часть детали не защищена.
Объем производства и масштабируемость
Печная пайка превосходна для крупносерийного пакетного производства. Ее сила заключается в способности обрабатывать большое количество деталей, будь то большие, сложные или различные по размеру, за один проход. Присадочный сплав обычно предварительно позиционируется на каждой детали перед загрузкой.
Индукционная пайка превосходна для высокоскоростного серийного производства. Она предназначена для пайки одного соединения за раз, но с невероятной скоростью, что делает ее идеальной для специализированных производственных ячеек, производящих миллионы одинаковых деталей в год.
Понимание компромиссов
Ни один из методов не лишен недостатков. Ваше решение требует взвешивания операционных преимуществ против потенциальных недостатков.
Потребление энергии
Индукционный нагрев очень энергоэффективен на одну деталь. Он преобразует электрическую энергию в тепло непосредственно внутри заготовки, с очень небольшими потерями.
Печная пайка менее энергоэффективна на деталь, поскольку требует нагрева всей камеры печи, стеллажей и полной массы каждой сборки внутри. Однако для полностью загруженной печи стоимость энергии на одно соединение может быть очень конкурентоспособной.
Искажение детали и напряжение
Медленный, равномерный нагрев и охлаждение при печной пайке минимизируют термический шок и напряжение, что делает ее отличным выбором для хрупких или сложных сборок, склонных к искажению.
Быстрый, локализованный нагрев индукции может создать термическое напряжение, если он не спроектирован должным образом. Необходимо управлять резкой разницей температур между горячим соединением и холодной основной частью детали.
Оснастка и гибкость
Печь очень гибкая, способная обрабатывать широкий спектр форм и размеров деталей за одну партию с минимальным количеством специальной оснастки.
Индукционная пайка требует индивидуально спроектированной индукционной катушки для каждой конкретной геометрии соединения. Это делает ее менее гибкой для низкообъемного производства с большим ассортиментом, но обеспечивает идеальную повторяемость после настройки.
Выбор правильного варианта для вашего применения
Чтобы выбрать правильный процесс, проанализируйте основные ограничения и цели вашего проекта.
- Если ваша основная цель — пайка больших, сложных сборок или тысяч мелких деталей за один проход: Печная пайка — идеальный выбор благодаря ее пакетной емкости и равномерному нагреву.
- Если ваша основная цель — интеграция этапа пайки в высокоскоростную автоматизированную производственную линию для конкретной детали: Индукционная пайка обеспечивает непревзойденную скорость, точность и повторяемость, которые вам нужны.
- Если ваша основная цель — достижение максимально чистого соединения и предотвращение любого окисления на всем компоненте: Вакуумная печная пайка обеспечивает максимально контролируемую среду.
В конечном счете, ваше решение определяется тем, получит ли ваша операция больше преимуществ от равномерного контроля пакетной обработки или от сфокусированной скорости непрерывного потока.
Сводная таблица:
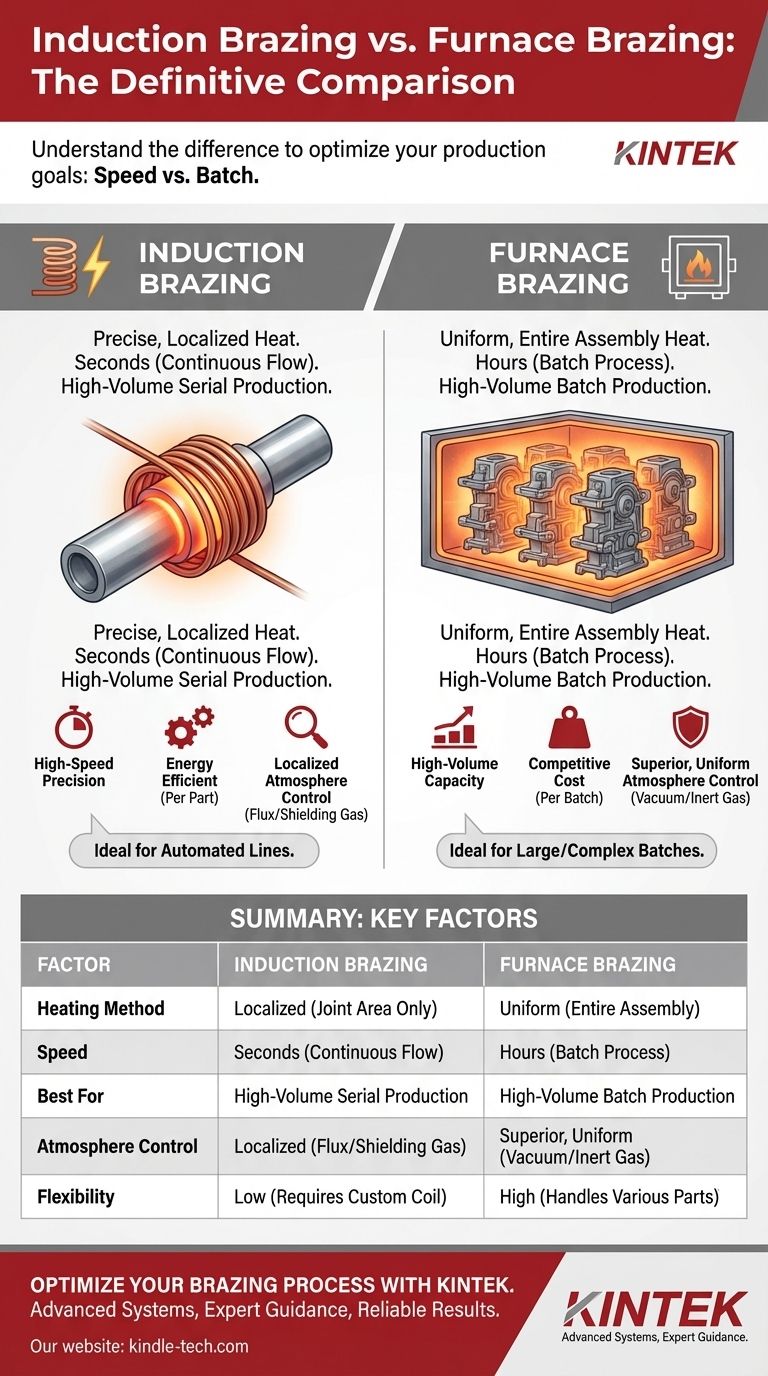
| Фактор | Индукционная пайка | Печная пайка |
|---|---|---|
| Метод нагрева | Локализованный (только зона соединения) | Равномерный (вся сборка) |
| Скорость | Секунды (непрерывный поток) | Часы (пакетный процесс) |
| Лучше всего подходит для | Высокоскоростное серийное производство | Высокообъемное пакетное производство |
| Контроль атмосферы | Локализованный (флюс/защитный газ) | Превосходный, равномерный (вакуум/инертный газ) |
| Гибкость | Низкая (требуется специальная катушка) | Высокая (обрабатывает различные детали) |
Оптимизируйте свой процесс пайки с KINTEK
Выбор правильного метода пайки имеет решающее значение для эффективности вашего производства и качества продукции. Независимо от того, нужна ли вам высокоскоростная точность индукционной пайки для автоматизированных линий или возможность пакетной обработки печной пайкой для сложных сборок, KINTEK обладает опытом и оборудованием для поддержки ваших лабораторных и производственных потребностей.
Мы предлагаем:
- Современные системы пайки и расходные материалы
- Экспертное руководство по выбору идеального метода для вашего применения
- Надежное оборудование, обеспечивающее стабильные, высококачественные результаты
Готовы улучшить свои операции по пайке? Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные требования и узнать, как решения KINTEK могут способствовать вашему успеху.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Графитировочная печь сверхвысоких температур в вакууме
- Вакуумная печь для спекания зубной керамики
- Горизонтальная высокотемпературная графитизационная печь с графитовым нагревом
- Вертикальная высокотемпературная вакуумная графитизационная печь
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки



















