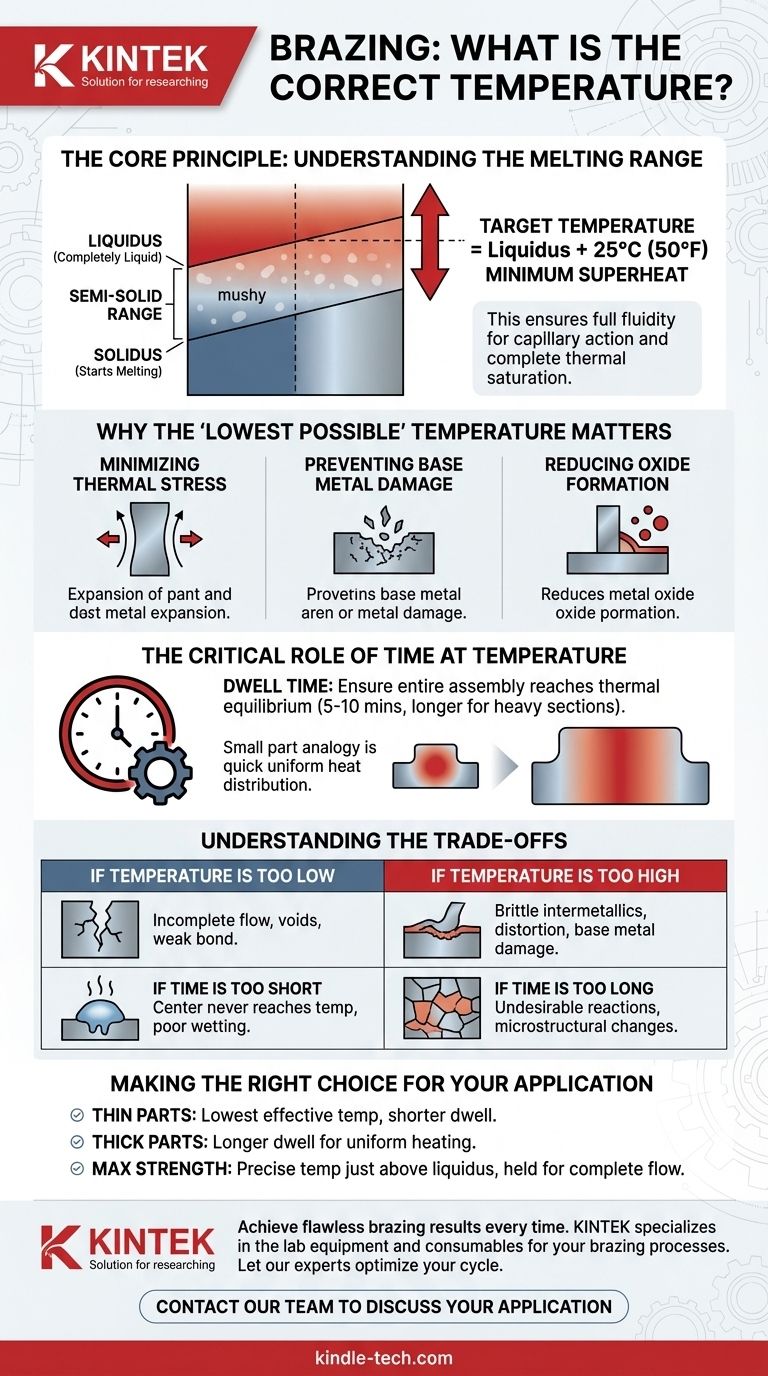
Для успешного соединения правильная температура пайки — это не одно значение, а определенная цель в определенном диапазоне. Как правило, следует стремиться к температуре, которая как минимум на 25°C (50°F) выше полной температуры плавления (ликвидуса) вашего припоя. Это гарантирует, что сплав станет достаточно текучим, чтобы полностью заполнить соединение за счет капиллярного действия.
Цель состоит в том, чтобы найти самую низкую возможную температуру, которая все еще гарантирует полную текучесть припоя и полное термическое насыщение узла. Этот точный контроль минимизирует термическое напряжение на деталях, обеспечивая при этом прочное и надежное соединение.
Основной принцип: понимание диапазона плавления
Чтобы контролировать температуру пайки, вы должны сначала понять, как плавятся паяльные сплавы. В отличие от чистых металлов, сплавы плавятся в диапазоне температур, а не при одной точке.
Определение солидуса и ликвидуса
Солидус — это температура, при которой припой начинает плавиться первым. Ниже этой температуры сплав полностью твердый.
Ликвидус — это температура, при которой припой становится полностью жидким. Диапазон между солидусом и ликвидусом представляет собой «кашеобразное» или полутвердое состояние.
Правило большого пальца «Перегрев»
Пайка должна происходить выше температуры ликвидуса. Стандартная практика — добавить запас, часто называемый «перегревом», по крайней мере, 25°C (50°F) к температуре ликвидуса.
Этот запас гарантирует, что припой будет полностью текучим и сможет преодолеть незначительное падение температуры, когда он течет в относительно более холодную зону соединения.
Почему важна «самая низкая возможная» температура
Хотя вы должны превысить ликвидус, использование чрезмерно высокой температуры может быть пагубным. Придерживаясь самой низкой эффективной температуры в рекомендуемом диапазоне, вы получаете несколько ключевых преимуществ.
Минимизация термического напряжения
Каждый материал расширяется и сжимается при нагревании и охлаждении. Чем выше температура, тем больше это изменение, что увеличивает риск деформации или термических трещин в основных материалах.
Предотвращение повреждения основного металла
Чрезмерно высокие температуры могут начать повреждать соединяемые основные металлы. Это может включать нежелательный рост зерна, который может ослабить материал, или даже эрозию, при которой припой начинает растворять основной металл.
Снижение образования оксидов
Скорость окисления на поверхностях металлов экспоненциально возрастает с температурой. Работа при самой низкой эффективной температуре минимизирует образование оксидов, которые могут препятствовать течению припоя и нарушать целостность соединения.
Критическая роль времени при температуре
Достижение целевой температуры — это только половина процесса. Продолжительность удержания этой температуры, известная как время выдержки, не менее важна.
Достижение теплового равновесия
Цель состоит в том, чтобы убедиться, что весь узел — включая самые толстые части каждой детали — достигает равномерной температуры пайки. Это известно как тепловое равновесие.
Только когда основные металлы в соединении достигнут правильной температуры, они должным образом «втянут» жидкий припой в зазор за счет капиллярного действия.
Как масса влияет на время выдержки
Маленькая, тонкая деталь нагреется намного быстрее, чем большая и тяжелая. Время выдержки должно быть достаточно долгим, чтобы сердцевина самой толстой компоненты в узле достигла целевой температуры.
Типичное время выдержки составляет от 5 до 10 минут, но его необходимо продлить для очень тяжелых или больших партий в печи, чтобы гарантировать полное насыщение всех деталей.
Понимание компромиссов
Достижение идеальной пайки требует баланса температуры и времени. Отклонение от идеального рабочего окна вводит определенные риски.
Если температура слишком низкая
Установка температуры слишком близко к ликвидусу может не обеспечить достаточной текучести для полного прохождения припоя через длинное или очень узкое соединение, что приведет к пустотам и слабому соединению.
Если температура слишком высокая
Чрезмерный нагрев может вызвать агрессивную реакцию припоя с основным металлом, образуя хрупкие интерметаллические соединения, которые снижают пластичность и прочность соединения. Это также увеличивает риск деформации детали.
Если время слишком короткое
Даже если температура печи правильная, недостаточного времени выдержки означает, что центр детали может никогда не достичь требуемой температуры. Припой расплавится, но «замерзнет» при контакте с более холодным основным металлом, что предотвратит правильное смачивание и течение.
Если время слишком долгое
Удержание деталей при температуре слишком долго может привести к тем же проблемам, что и чрезмерная температура. Это может способствовать нежелательным взаимодействиям припоя и основного металла и вызвать пагубные изменения в микроструктуре основных материалов.
Сделайте правильный выбор для вашего применения
Используйте эти принципы для точной настройки процесса пайки в зависимости от конкретных характеристик ваших деталей.
- Если ваше основное внимание уделяется соединению тонких или хрупких компонентов: Используйте самую низкую эффективную температуру и тщательно контролируемое, более короткое время выдержки, чтобы свести к минимуму риск деформации.
- Если ваше основное внимание уделяется пайке толстых, тяжелых секций: Запланируйте более длительное время выдержки, чтобы гарантировать, что сердцевина материала достигнет целевой температуры равномерно.
- Если ваше основное внимание уделяется максимальной прочности и однородности соединения: Точно контролируйте температуру чуть выше ликвидуса припоя и удерживайте ее ровно столько, сколько необходимо для полного, проверенного течения.
Освоение взаимодействия между температурой и временем — ключ к созданию повторяемых, высококачественных паяных соединений.
Сводная таблица:
| Фактор | Ключевой принцип | Цель/Задача |
|---|---|---|
| Температура | Пайка должна происходить выше точки ликвидуса припоя. | Ликвидус + 25°C (50°F) минимум для полной текучести. |
| Время выдержки | Весь узел должен достичь равномерной температуры (тепловое равновесие). | 5-10 минут (дольше для тяжелых секций). |
| Ключевой баланс | Используйте самую низкую эффективную температуру для минимизации напряжения и повреждений. | Обеспечивает прочность при защите основных материалов. |
Каждый раз добивайтесь безупречных результатов пайки. Точный баланс температуры и времени имеет решающее значение для целостности соединения. KINTEK специализируется на лабораторном оборудовании и расходных материалах, которые обеспечивают контроль и согласованность, требуемые вашими процессами пайки.
Позвольте нашим экспертам помочь вам оптимизировать цикл пайки для более прочных и надежных компонентов.
Свяжитесь с нашей командой сегодня, чтобы обсудить ваше конкретное применение и найти правильные решения для ваших лабораторных нужд.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Высокотемпературная лабораторная трубчатая печь высокого давления
- Муфельная печь 1800℃ для лаборатории
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитировочная печь сверхвысоких температур в вакууме
Люди также спрашивают
- Что такое основы пайки? Руководство по прочному соединению металлов при низких температурах
- Какие два разнородных металла можно соединить пайкой? Сталь и медь: объяснение
- Что такое процесс пайки для ремонта? Низкотемпературное решение для прочного и бесшовного соединения металлов
- Какова одна из причин, по которой пайка твердым припоем предпочтительнее других методов соединения? Соединение разнородных материалов без их расплавления
- Можно ли паять чугун? Низкорискованный метод ремонта сложных отливок



















