По своей сути, выбор частоты для индукционного нагрева определяется требуемой глубиной проникновения тепла. Высокие частоты нагревают поверхность детали, в то время как низкие частоты проникают глубже в материал. Эта взаимосвязь между частотой и глубиной нагрева является наиболее важным фактором при выборе правильного оборудования для вашего процесса.
Основная задача состоит не в поиске одной «лучшей» частоты, а в сопоставлении частоты с вашим материалом и желаемой глубиной нагрева. Это гарантирует, что вы нагреваете только ту часть заготовки, которую намереваетесь, максимизируя эффективность и достигая правильного металлургического результата.

Основной принцип: частота и глубина нагрева
Эффективность индукционного нагрева зависит от физического явления, известного как скин-эффект. Понимание этого принципа является ключом к осознанному выбору частоты.
Объяснение скин-эффекта
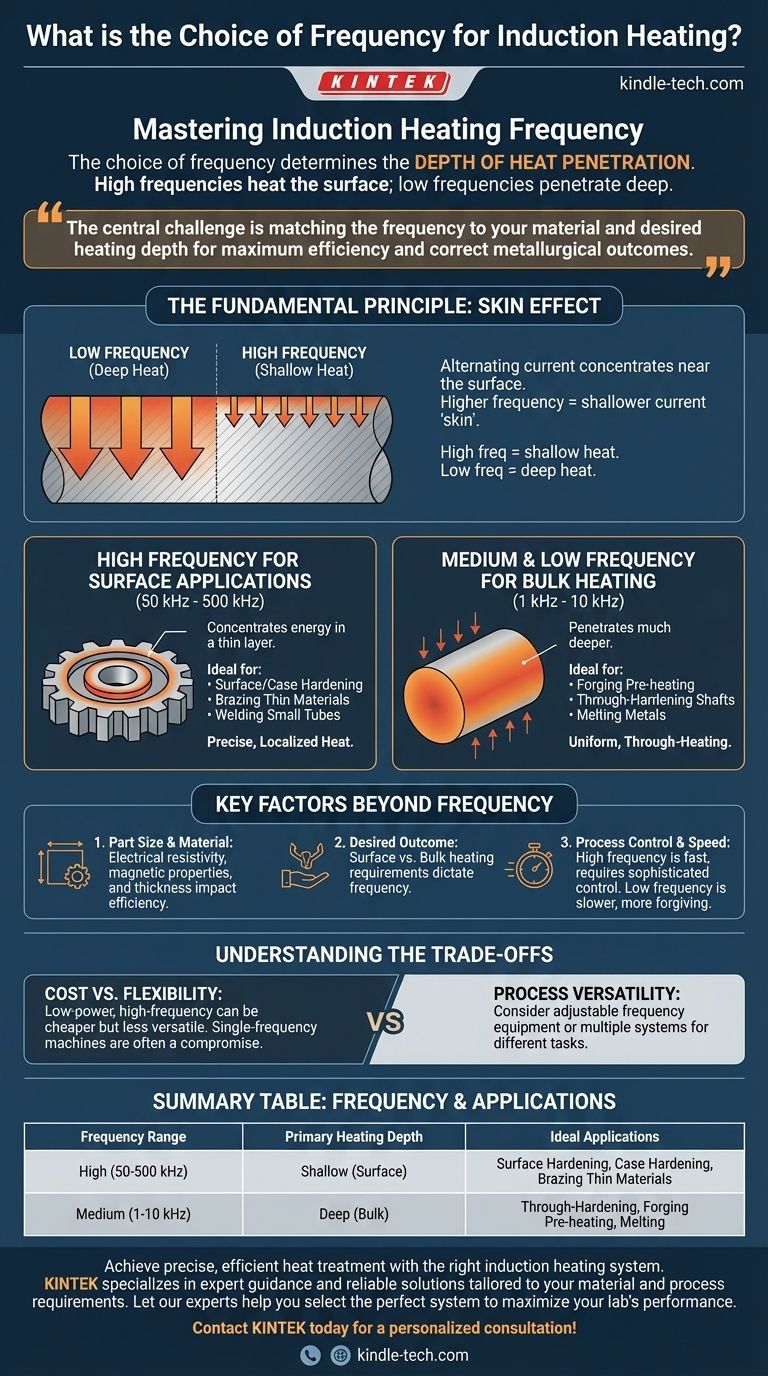
Когда переменный ток протекает через электрический проводник, он имеет тенденцию концентрироваться у поверхности. Чем выше частота тока, тем более выражен этот эффект и тем тоньше становится «кожный» слой тока.
Поскольку ток генерирует тепло, это означает, что высокие частоты создают поверхностный нагрев, а низкие частоты создают глубокий нагрев.
Высокая частота для поверхностных применений
Высокая частота (обычно от 50 кГц до 500 кГц) используется, когда необходимо быстро нагреть поверхность детали без существенного воздействия на сердцевину. Энергия концентрируется в очень тонком слое.
Это делает ее идеальной для таких процессов, как поверхностная закалка, цементация, пайка тонких материалов и сварка небольших трубок, где требуется точный, локализованный нагрев.
Средняя и низкая частота для объемного нагрева
Средняя частота (обычно от 1 кГц до 10 кГц) позволяет электрическому току проникать гораздо глубже в материал. Это используется для применений, требующих равномерного сквозного нагрева.
Это предпочтительный выбор для предварительного нагрева больших заготовок для ковки, сквозной закалки валов или плавки металлов в тигле, где весь объем материала должен достичь целевой температуры.
Ключевые факторы, помимо частоты
Хотя частота контролирует глубину, другие факторы влияют на окончательное решение и общую эффективность процесса нагрева.
Размер детали и материал
Свойства самой заготовки имеют решающее значение. Электрическое сопротивление материала и магнитные свойства (особенно для стали ниже ее точки Кюри) влияют на то, насколько эффективно он взаимодействует с магнитным полем.
Кроме того, глубина нагрева должна соответствовать толщине детали. Использование низкой частоты с глубокой глубиной проникновения на очень тонкой детали неэффективно, так как большая часть магнитного поля будет проходить прямо сквозь нее, не генерируя тепла.
Желаемый результат
Конкретная производственная цель диктует профиль нагрева. Поверхностная закалка требует твердого внешнего слоя с мягкой, пластичной сердцевиной, что требует высокочастотного поверхностного нагрева. Ковка, наоборот, требует, чтобы вся заготовка была пластичной, что требует глубокого, равномерного низкочастотного нагрева.
Понимание компромиссов
Выбор индукционной системы редко бывает простым. Вы должны сбалансировать производительность, стоимость и универсальность.
Стоимость оборудования против гибкости
Маломощное высокочастотное оборудование может быть дешевле, чем мощные среднечастотные установки. Однако, как отмечалось в некоторых случаях, оба могут достичь аналогичного эффекта нагрева для конкретной заготовки. Решение включает анализ первоначальной стоимости покупки по сравнению с долгосрочной эксплуатационной эффективностью и производительностью.
Ловушка «один размер подходит всем»
Одночастотная индукционная машина оптимизирована для определенного диапазона применений. Если вам нужно выполнять как поверхностную закалку небольших шестерен, так и сквозной нагрев больших валов, одна машина будет компромиссом. Она может хорошо выполнять одну задачу и неэффективно — другую.
Контроль процесса и скорость
Более высокие частоты могут нагревать поверхность чрезвычайно быстро. Это отлично подходит для крупносерийного производства, но требует более сложного контроля процесса для предотвращения перегрева, деформации или растрескивания. Процессы с более низкой частотой медленнее, но часто более щадящие.
Правильный выбор для вашей цели
Основывайте свое решение на основной металлургической цели, которую вам необходимо достичь.
- Если ваша основная задача — поверхностная закалка или цементация: Выберите высокую частоту (50-500 кГц), чтобы сконцентрировать тепло на поверхности, не затрагивая сердцевину.
- Если ваша основная задача — сквозной нагрев или предварительный нагрев для ковки: Выберите среднюю или низкую частоту (1-10 кГц), чтобы обеспечить глубокое и равномерное проникновение тепла.
- Если ваша основная задача — пайка или сварка: Используйте высокую частоту для тонких деталей или небольших соединений и среднюю частоту для более массивных секций, требующих большего прогрева.
- Если ваша основная задача — универсальность процесса: Рассмотрите оборудование с регулируемыми настройками частоты или будьте готовы инвестировать в несколько систем, оптимизированных для различных задач.
В конечном итоге, выбор правильной частоты превращает индукцию из простого источника тепла в точный, управляемый производственный инструмент.
Сводная таблица:
| Диапазон частот | Основная глубина нагрева | Идеальные применения |
|---|---|---|
| Высокая (50-500 кГц) | Мелкая (поверхностная) | Поверхностная закалка, цементация, пайка тонких материалов |
| Средняя (1-10 кГц) | Глубокая (объемная) | Сквозная закалка, предварительный нагрев для ковки, плавка |
Добейтесь точной, эффективной термообработки с помощью правильной индукционной нагревательной системы.
Выбор правильной частоты имеет решающее значение для успеха вашего применения, влияя на все: от металлургических результатов до эффективности производства. KINTEK специализируется на предоставлении лабораторного оборудования и расходных материалов, предлагая экспертные консультации и надежные решения для индукционного нагрева, адаптированные к вашим конкретным требованиям к материалу и процессу.
Позвольте нашим экспертам помочь вам выбрать идеальную систему для максимальной производительности вашей лаборатории. Свяжитесь с KINTEK сегодня для индивидуальной консультации!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Печь с контролируемой атмосферой азота и водорода
- Нагревательный гидравлический пресс 24Т 30Т 60Т с нагревательными плитами для лабораторного горячего прессования
Люди также спрашивают
- Как точность системы контроля температуры в вакуумной горячей прессовочной печи влияет на свойства тормозных колодок?
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%



















