Лучшие алюминиевые сплавы для пайки — это сплавы с низким содержанием магния и высокой температурой солидуса (плавления). В частности, сплавы серий 1xxx, 3xxx и 6xxx являются отличными кандидатами, поскольку их материальные свойства очень совместимы с процессом пайки. Такие сплавы, как 3003 и 6061, обычно используются из-за их хорошего баланса формуемости, прочности и превосходной паяемости.
Поиск «лучшего» сплава — это, по сути, поиск совместимости. Успешная пайка алюминия зависит не столько от поиска одного идеального материала, сколько от понимания двух критических ограничений процесса: температура плавления сплава должна быть значительно выше температуры текучести припоя, а содержание магния должно быть достаточно низким, чтобы предотвратить образование стойкого, не поддающегося пайке оксидного слоя.

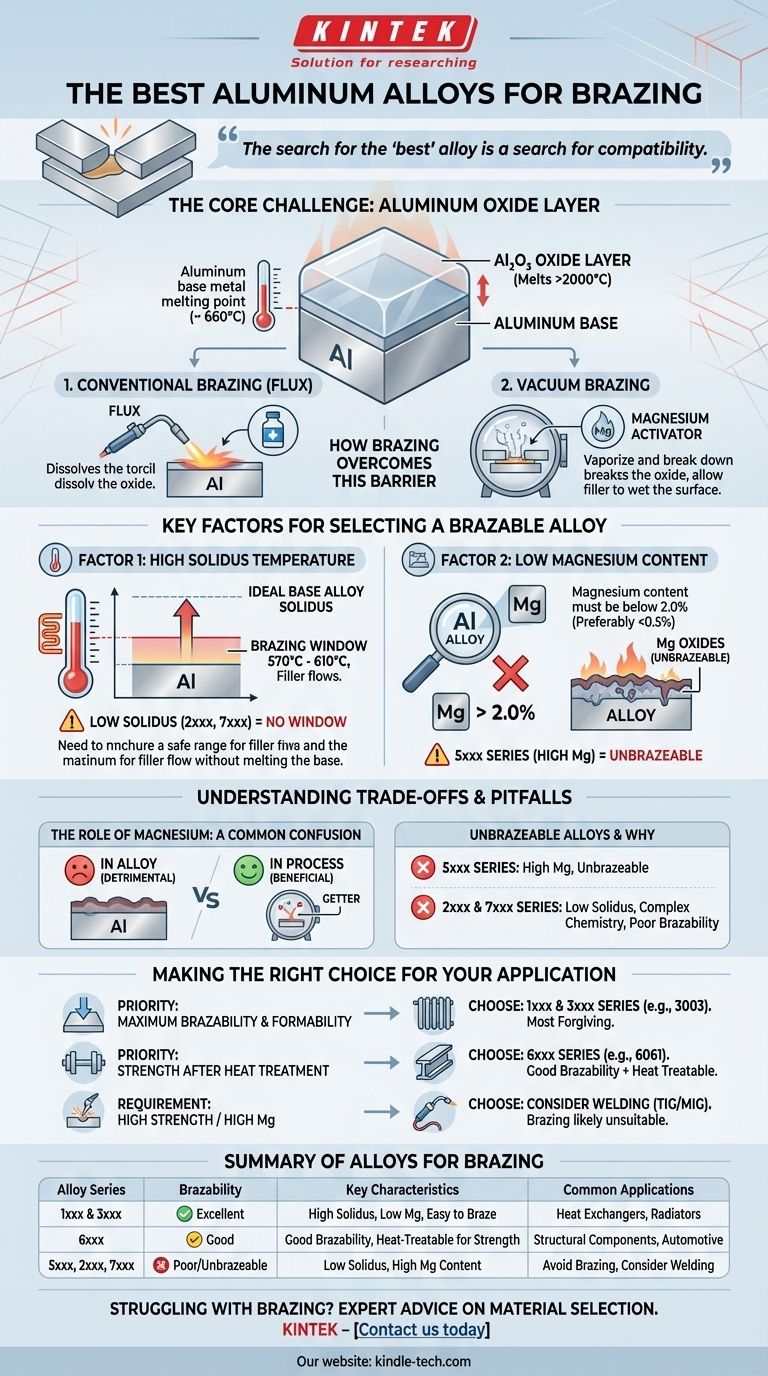
Основная проблема: слой оксида алюминия
Почему алюминий трудно соединять
Все алюминиевые сплавы мгновенно покрываются тонким, прочным и прозрачным слоем оксида алюминия (Al₂O₃).
Этот оксидный слой имеет температуру плавления более 2000°C (3632°F), что намного выше температуры плавления самого основного металла алюминия (около 660°C или 1220°F).
Чтобы припой мог соединиться с алюминием, этот стойкий оксидный слой должен быть сначала удален или вытеснен.
Как пайка преодолевает этот барьер
Процессы пайки используют один из двух методов для удаления оксидного слоя. При обычной печной или газопламенной пайке для растворения и вытеснения оксида используется химический флюс.
При вакуумной пайке детали нагреваются в высоком вакууме. Эта среда в сочетании с металлическим активатором, таким как пары магния, вызывает разрушение оксидного слоя, позволяя припою смачивать чистую алюминиевую поверхность под ним.
Ключевые факторы для выбора паяемого сплава
Фактор 1: Высокая температура солидуса
Солидус — это температура, при которой сплав начинает плавиться. Для успешной пайки температура солидуса основного металла должна быть значительно выше температуры ликвидуса (полного растекания) припоя.
Это создает «окно пайки» — безопасный температурный диапазон, в котором припой полностью расплавлен, но основной материал остается твердым и стабильным.
Большинство алюминиевых припоев текут при температуре от 570°C до 610°C (от 1060°F до 1130°F). Поэтому идеальный основной сплав не должен начинать плавиться до тех пор, пока температура не превысит этот диапазон.
Фактор 2: Низкое содержание магния
Магний является наиболее разрушительным элементом для пайки алюминия. Как правило, содержание магния в основном сплаве должно быть ниже 2,0%, при этом многие эксперты предпочитают оставаться ниже 0,5% для достижения наилучших результатов.
При нагревании алюминиевого сплава, содержащего магний, на поверхности образуются оксиды магния. Эти оксиды гораздо более стабильны и труднее удаляются химическими флюсами или вакуумными процессами, чем чистый оксид алюминия.
Именно поэтому вся серия сплавов 5xxx (которые упрочнены магнием) обычно считается непаяемой.
Понимание компромиссов и подводных камней
Роль магния: распространенная ошибка
Критически важно различать магний в сплаве и магний, используемый в процессе.
Магний как легирующий элемент (например, в серии 5xxx) вреден, потому что он создает тугоплавкий оксидный слой на самой детали.
Напротив, небольшие количества чистого магния часто намеренно помещают в вакуумную печь. Здесь он действует как «геттер», испаряясь и реагируя с любым остаточным кислородом или парами воды в вакууме, что помогает защитить алюминиевые детали и разрушить их оксидные слои.
Непаяемые и труднопаяемые сплавы
Исходя из вышеизложенных принципов, некоторые серии сплавов следует избегать для пайки.
- Серия 5xxx: Эти сплавы упрочнены высоким содержанием магния и считаются непаяемыми.
- Серии 2xxx и 7xxx: Эти высокопрочные сплавы часто имеют низкие температуры солидуса, что оставляет мало или совсем не оставляет окна для пайки. Их сложный химический состав также мешает процессу.
Правильный выбор для вашего применения
Идеальный сплав зависит от того, что является вашим приоритетом: легкость пайки, прочность после пайки или другие производственные соображения.
- Если ваш основной акцент делается на максимальной паяемости и формуемости: Выбирайте сплавы из серии 1xxx (чистый алюминий) или 3xxx (алюминий-марганец), так как они наиболее податливы.
- Если ваш основной акцент делается на прочности после термообработки: Используйте сплав из серии 6xxx, такой как 6061 или 6063, который предлагает отличный баланс хорошей паяемости и возможности термообработки для достижения более высокой прочности после соединения.
- Если ваш проект требует сплава с высоким содержанием магния или высокой прочности (5xxx, 2xxx, 7xxx): Признайте, что пайка, вероятно, является неправильным методом соединения, и рассмотрите альтернативы, такие как TIG или MIG сварка.
Выбор правильного материала с самого начала, основанный на этих принципах, является наиболее важным шагом к успешному паяному алюминиевому соединению.
Сводная таблица:
| Серия сплавов | Паяемость | Ключевые характеристики | Распространенные применения |
|---|---|---|---|
| 1xxx и 3xxx | Отличная | Высокая температура солидуса, низкое содержание Mg, легко паять | Теплообменники, радиаторы |
| 6xxx | Хорошая | Хорошая паяемость, может быть термообработан для прочности | Конструкционные компоненты, автомобильные детали |
| 5xxx, 2xxx, 7xxx | Плохая/Непаяемая | Низкая температура солидуса, высокое содержание Mg | Избегать для пайки; вместо этого рассмотреть сварку |
Испытываете трудности с пайкой алюминия или нуждаетесь в экспертной консультации по выбору материалов для вашей лаборатории или производственных нужд?
В KINTEK мы специализируемся на предоставлении высококачественного лабораторного оборудования и расходных материалов, адаптированных к вашим конкретным требованиям. Независимо от того, работаете ли вы над проектами по пайке или другими лабораторными процессами, наш опыт гарантирует, что вы получите правильные инструменты для оптимальных результатов.
Свяжитесь с нами сегодня, чтобы обсудить, как мы можем поддержать успех вашей лаборатории с помощью надежного оборудования и экспертного руководства!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Печь для вакуумной термообработки молибдена
Люди также спрашивают
- Что такое процесс пайки для ремонта? Низкотемпературное решение для прочного и бесшовного соединения металлов
- Для чего лучше всего использовать пайку? Соединение разнородных металлов и сложных сборок
- Почему вы выберете пайку твердым припоем вместо мягкой пайки? Для превосходной прочности соединения и работы при высоких температурах
- Можно ли паять чугун? Низкорискованный метод ремонта сложных отливок
- Что такое пайка в термообработке? Достижение превосходного качества и эффективности соединений



















