Да, пайка является распространенным и эффективным методом соединения или ремонта чугуна. Ее часто называют «твердой пайкой» (braze welding), и она особенно полезна для сложных отливок или типов чугуна, которые трудно сваривать, поскольку она создает значительно меньшее термическое напряжение в основном металле.
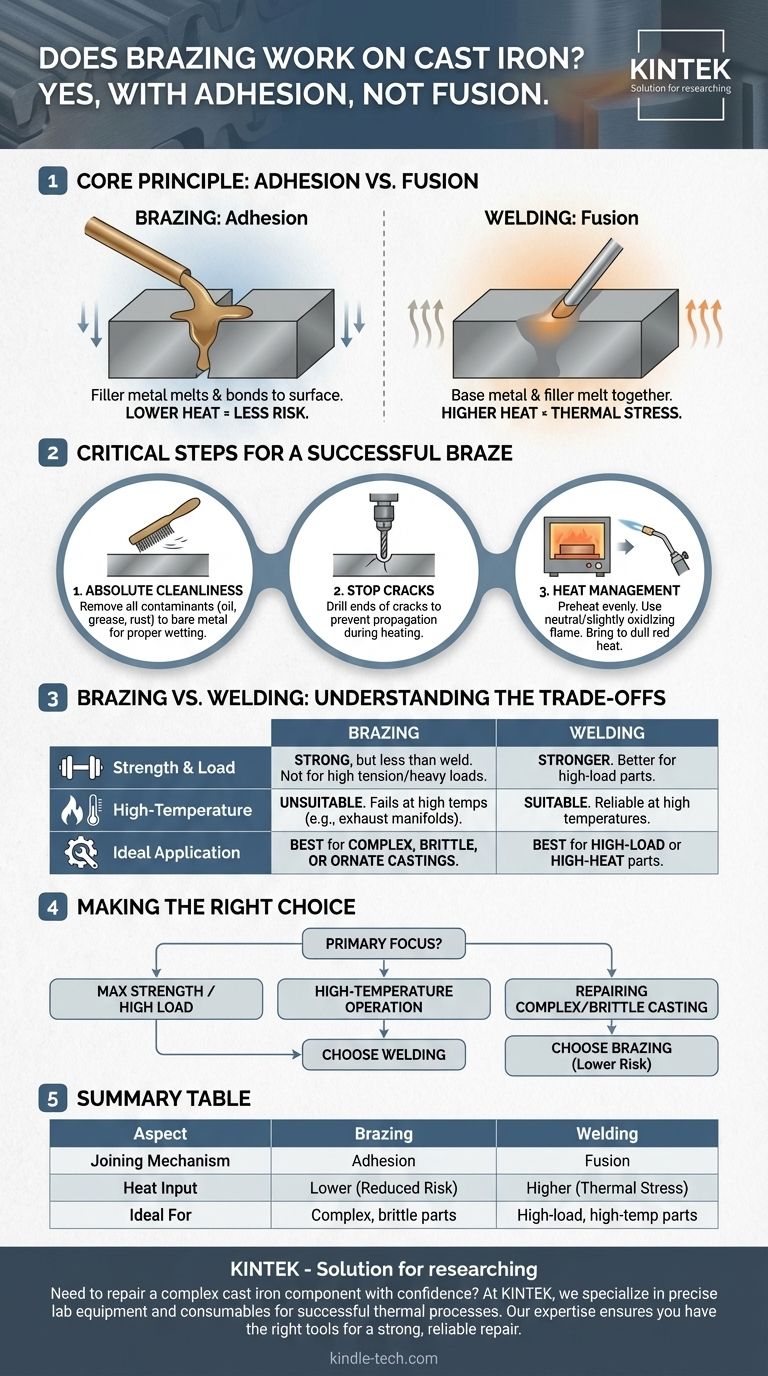
Основной принцип, который необходимо понять, заключается в том, что пайка соединяет чугун с помощью адгезии, а не плавления. Присадочный металл с более низкой температурой плавления течет и связывается с поверхностью чугуна, фактически не расплавляя сам чугун, что делает этот метод альтернативой настоящей сварке с меньшим нагревом и меньшим риском.

Как пайка работает на чугуне
Традиционная сварка расплавляет как основной металл, так и присадочный пруток, сплавляя их в единое целое. Пайка работает по другому принципу, который часто лучше подходит для хрупкой природы чугуна.
Роль адгезии
При пайке плавится только присадочный металл (обычно бронзовый или латунный сплав). Этот расплавленный присадочный материал затягивается в подготовленное соединение за счет капиллярного действия, где он прилипает к поверхностям чугуна, действуя как очень сильный металлический клей.
Почему это защищает отливку
Чугун чувствителен к быстрому нагреву и охлаждению, что может вызвать растрескивание. Поскольку пайка происходит при гораздо более низкой температуре, чем сварка, она минимизирует термический шок для детали. Это резко снижает риск возникновения новых трещин в процессе ремонта.
Критические шаги для успешной пайки
Правильная подготовка и управление теплом не являются необязательными; они необходимы для создания прочного и долговечного соединения на чугуне.
Абсолютная чистота не подлежит обсуждению
Успех пайки полностью зависит от способности присадочного металла «смачивать» и прилипать к поверхности чугуна. Любое масло, жир, ржавчина или другие загрязнения помешают образованию этой связи, что приведет к неудачному соединению. Поверхность должна быть очищена до чистого, яркого металла.
Предотвратите распространение трещин
При ремонте трещины стандартной практикой является сверление небольшого отверстия на каждом видимом конце разлома. Это снимает концентрацию напряжения на кончике трещины и предотвращает ее дальнейшее распространение в процессе нагрева.
Управление теплом: предварительный нагрев и контроль пламени
Деталь необходимо равномерно нагревать, чтобы предотвратить напряжение. Для более крупных отливок идеальным методом является предварительный нагрев всего изделия в печи. В ходе процесса используется нейтральное или слегка окислительное пламя, чтобы довести область соединения до тускло-красного свечения перед нанесением присадочного прутка.
Понимание компромиссов: пайка против сварки
Выбор между пайкой и сваркой требует объективного взгляда на требования, которые будут предъявляться к готовой детали. Пайка — отличный инструмент, но у нее есть явные ограничения.
Прочность и несущая способность
Правильно выполненная пайка прочна, но не так прочна, как настоящая сварка. Прочность заключается в самом присадочном материале и его связи с поверхностью. Для деталей, подвергающихся высокому натяжению или значительным структурным нагрузкам, правильная сварка плавлением обеспечит более надежный ремонт.
Высокотемпературные применения
Присадочные металлы, используемые для пайки, имеют значительно более низкую температуру плавления, чем чугун. Это делает пайку совершенно непригодной для деталей, работающих при высоких температурах, таких как выпускные коллекторы или внутренние компоненты двигателя, поскольку паяное соединение выйдет из строя.
Когда пайка является лучшим выбором
Пайка превосходна при ремонте сложных, декоративных или «трудносвариваемых» типов чугуна. Ее низкий подвод тепла делает ее идеальным выбором для деталей, где риск растрескивания от полной процедуры сварки неприемлемо высок, а деталь не подвергается сильной нагрузке или нагреву.
Сделайте правильный выбор для вашего ремонта
Руководствуйтесь применением детали при принятии решения.
- Если ваш главный приоритет — максимальная прочность для детали с высокой нагрузкой: Более подходящим выбором будет правильная процедура сварки плавлением.
- Если ваша деталь работает при высоких температурах: Пайка непригодна и выйдет из строя; сварка — единственный надежный вариант.
- Если ваш главный приоритет — ремонт сложной или хрупкой отливки, не подвергающейся сильной нагрузке: Пайка — отличный, менее рискованный метод, который минимизирует вероятность дальнейшего повреждения.
Понимая эти принципы, вы сможете уверенно выбрать правильный метод для надежного ремонта ваших чугунных компонентов.
Сводная таблица:
| Аспект | Пайка чугуна |
|---|---|
| Механизм соединения | Адгезия (присадочный металл связывается с поверхностью) |
| Подвод тепла | Ниже, уменьшает термическое напряжение и риск растрескивания |
| Идеально для | Сложных, хрупких или трудносвариваемых отливок |
| Прочность | Прочная, но не такая прочная, как сварка плавлением |
| Температурный предел | Непригодно для высокотемпературных применений (например, выпускных коллекторов) |
Нужен ремонт сложного чугунного компонента с уверенностью?
Пайка предлагает контролируемую альтернативу традиционной сварке с меньшим нагревом, минимизируя риск повреждения ваших ценных отливок. В KINTEK мы специализируемся на предоставлении точного лабораторного оборудования и расходных материалов, необходимых для успешных термических процессов. Наш опыт гарантирует, что у вас будут правильные инструменты для прочного и надежного ремонта.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваше конкретное применение и найти идеальное решение для ваших лабораторных нужд.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки молибдена
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
Люди также спрашивают
- Какова одна из причин, по которой пайка твердым припоем предпочтительнее других методов соединения? Соединение разнородных материалов без их расплавления
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Что такое процесс пайки для ремонта? Низкотемпературное решение для прочного и бесшовного соединения металлов
- Каковы преимущества пайки по сравнению со сваркой? Достижение чистого соединения металлов с минимальными деформациями
- Для чего лучше всего использовать пайку? Соединение разнородных металлов и сложных сборок



















