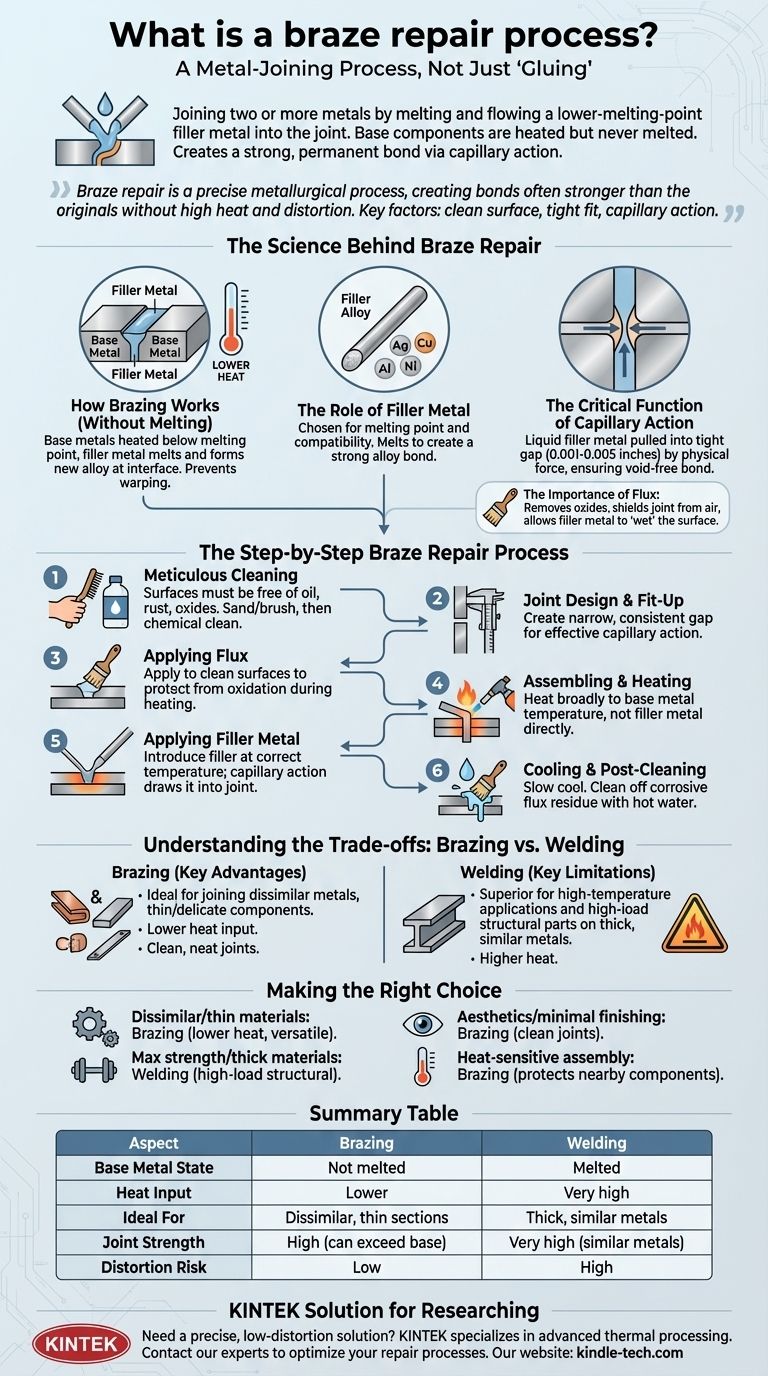
Короче говоря, ремонт пайкой — это процесс соединения металлов, при котором два или более металлических изделия соединяются путем расплавления и введения присадочного металла в зазор. Критически важно, что присадочный металл имеет более низкую температуру плавления, чем соединяемые металлы, что означает, что основные компоненты нагреваются, но никогда не плавятся. Этот процесс создает прочное, постоянное и часто бесшовное соединение благодаря металлургическому принципу, называемому капиллярным действием.
Ремонт пайкой — это не просто «склеивание» металлов. Это точный металлургический процесс, который создает соединение, столь же прочное, а иногда и более прочное, чем исходные металлы, и все это без сильного нагрева и деформации, связанных со сваркой. Секрет кроется в чистой поверхности, плотном прилегании и силе капиллярного действия.

Наука, лежащая в основе ремонта пайкой
Чтобы по-настоящему понять ремонт пайкой, нужно смотреть дальше горелки и прутка присадочного материала. Процесс основан на нескольких основных научных принципах, работающих согласованно для формирования прочного соединения.
Как работает пайка (без плавления)
Основное различие между пайкой и сваркой заключается в состоянии базового металла (ремонтируемых деталей). При пайке базовые металлы нагреваются до температуры, достаточной для расплавления присадочного металла, но всегда ниже их собственной температуры плавления. Этот более низкий подвод тепла имеет решающее значение, поскольку он предотвращает коробление, деформацию и изменение присущих базовому металлу свойств.
Роль присадочного металла
Присадочный металл, часто сплав серебра, меди, алюминия или никеля, является героем процесса. Он выбирается на основе его температуры плавления и совместимости с базовыми металлами. Когда он плавится, он взаимодействует с поверхностью горячего базового металла, образуя новый, прочный сплав на границе раздела.
Критическая функция капиллярного действия
Исключительная прочность пайки обусловлена капиллярным действием. Это физическая сила, которая затягивает жидкость в очень узкое пространство. Для успешного ремонта пайкой зазор в соединении должен быть очень узким и однородным (обычно от 0,001 до 0,005 дюйма). Когда вводится расплавленный присадочный металл, эта капиллярная сила затягивает его глубоко во все соединение, обеспечивая полное покрытие и соединение без пустот.
Важность флюса
Поверхность металла, даже если она выглядит чистой, покрыта слоем оксида, который препятствует сцеплению присадочного металла. Флюс — это химический чистящий агент, наносимый перед нагревом. При нагревании он удаляет эти оксиды и защищает соединение от воздуха, позволяя расплавленному присадочному металлу «смачивать» поверхность и правильно течь.
Пошаговый процесс ремонта пайкой
Успешный ремонт пайкой в меньшей степени зависит от грубой силы и в большей степени от методичной подготовки. Каждый шаг имеет решающее значение для конечного результата.
Шаг 1: Тщательная очистка
Это самый важный шаг. Поверхности соединения должны быть абсолютно свободны от масла, жира, ржавчины и оксидов. Это достигается механическими методами, такими как шлифовка или проволочная щетка, за которыми следует химическая очистка растворителем.
Шаг 2: Конструкция соединения и подгонка
Детали должны быть расположены так, чтобы создать узкий, равномерный зазор. Прочность конечного соединения напрямую зависит от поддержания правильного зазора для эффективной работы капиллярного действия.
Шаг 3: Нанесение флюса
Флюс наносится на чистые поверхности соединения обеих деталей перед сборкой. Это гарантирует, что вся область соединения будет защищена от окисления во время нагрева.
Шаг 4: Сборка и нагрев соединения
Детали собираются и удерживаются на месте. Затем вся сборка широко и равномерно нагревается горелкой. Цель состоит в том, чтобы довести базовые металлы до температуры плавления присадочного металла, а не нагревать присадочный металл напрямую.
Шаг 5: Нанесение присадочного металла
Как только сборка достигает правильной температуры (часто обозначаемой тем, что флюс становится прозрачным и жидким), пруток присадочного материала подносится к краю соединения. Тепло от базовых металлов мгновенно расплавит пруток, и капиллярное действие затянет расплавленный металл внутрь и по всему соединению.
Шаг 6: Охлаждение и посточистка
Сборке дают медленно и естественно остыть, чтобы предотвратить термическое напряжение. После остывания любые оставшиеся остатки флюса, которые часто являются коррозионными, должны быть тщательно удалены горячей водой и щеткой.
Понимание компромиссов: Пайка против сварки
Пайка — мощный инструмент, но не универсальное решение. Знание того, когда использовать ее, а когда сварку, является ключом к успешному ремонту.
Когда выбирать пайку: Ключевые преимущества
Пайка превосходна там, где сварка не справляется. Ее главное преимущество — возможность соединения разнородных металлов, таких как медь со сталью или карбид со сталью. Более низкий подвод тепла также делает ее идеальной для тонких или хрупких компонентов, которые были бы разрушены сваркой, и она создает чистое, аккуратное соединение, которое часто не требует финишной обработки.
Когда сварка может быть лучше: Ключевые ограничения
Основным ограничением паяного соединения является его рабочая температура, которая определяется температурой плавления присадочного сплава. Для высокотемпературных применений сварка превосходит. Кроме того, хотя хорошо спроектированное паяное соединение невероятно прочное, правильно выполненная сварка толстых одинаковых металлов, как правило, обеспечивает более высокую прочность на растяжение и сдвиг для экстремальных несущих конструктивных деталей.
Принятие правильного решения для вашего ремонта
Ваш выбор между пайкой, сваркой или другим методом должен определяться конкретными требованиями компонента и его применением.
- Если ваш основной фокус — соединение разнородных металлов или тонких материалов: Пайка часто является лучшим выбором из-за ее низкого подвода тепла и универсальности материалов.
- Если ваш основной фокус — максимальная прочность толстых одинаковых металлов: Правильно выполненная сварка, как правило, обеспечит более прочное соединение для высоконагруженных конструктивных элементов.
- Если ваш основной фокус — эстетика и минимальная финишная обработка: Пайка создает чистые, аккуратные соединения, которые требуют минимальной шлифовки или полировки.
- Если ваш основной фокус — ремонт термочувствительной сборки: Низкий нагрев при пайке защищает близлежащие компоненты и сохраняет исходные свойства основного металла.
Понимая принципы ремонта пайкой, вы сможете уверенно выбрать наиболее эффективное и долговечное решение для вашей конкретной задачи по ремонту металла.
Сводная таблица:
| Аспект | Пайка | Сварка |
|---|---|---|
| Состояние основного металла | Не плавится | Плавится |
| Подвод тепла | Ниже | Очень высокий |
| Идеально подходит для | Разнородные металлы, тонкие сечения | Толстые, одинаковые металлы |
| Прочность соединения | Высокая (может превышать основной металл) | Очень высокая (на одинаковых металлах) |
| Риск деформации | Низкий | Высокий |
Нужно точное, малодеформирующее решение для ваших металлических компонентов?
В KINTEK мы специализируемся на передовых решениях для термической обработки для лабораторных и промышленных применений. Независимо от того, соединяете ли вы разнородные металлы или ремонтируете хрупкие детали, наш опыт в пайке и термообработке может помочь вам достичь прочных, надежных соединений без ущерба для ваших основных материалов.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наше лабораторное оборудование и расходные материалы могут оптимизировать ваши процессы ремонта и соединения.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
