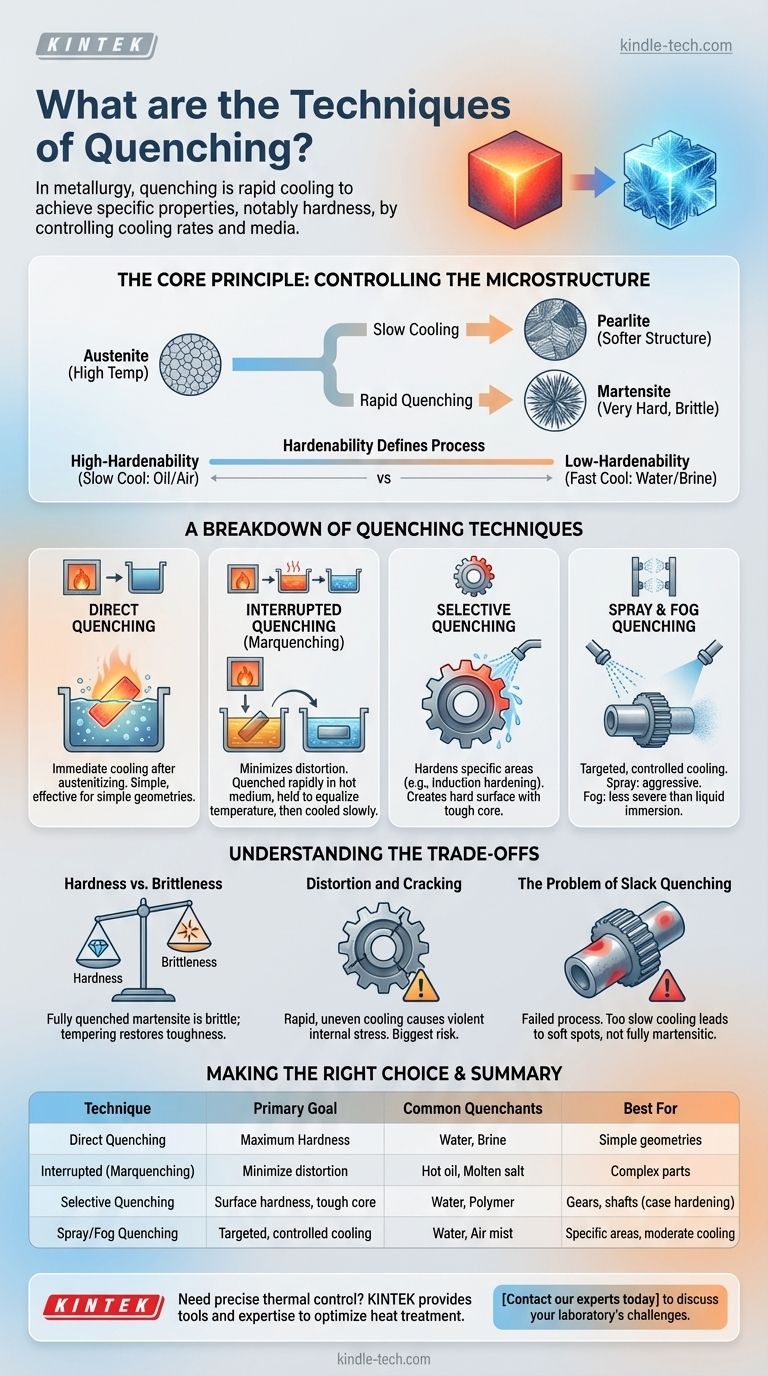
В металлургии закалка — это процесс быстрого охлаждения для достижения определенных свойств материала, в первую очередь твердости стали. Основные методы включают контроль скорости охлаждения с помощью различных методов и сред, включая прямую, прерванную, селективную и струйную закалку, с использованием таких закалочных сред, как вода, рассол, масло или воздух.
Цель закалки — не просто как можно быстрее охладить деталь. Это точный процесс термического контроля, предназначенный для управления внутренней микроструктурой металла, сбалансированный между достижением высокой твердости и критической необходимостью минимизировать внутренние напряжения, деформацию и риск растрескивания.

Основной принцип: управление микроструктурой
Вся цель закалки состоит в том, чтобы контролировать, как преобразуется внутренняя кристаллическая структура металла, особенно стали, по мере его остывания.
От аустенита к мартенситу
Когда сталь нагревается до высокой температуры (процесс, называемый аустенитизацией), ее внутренняя структура изменяется на фазу, называемую аустенитом. При медленном охлаждении она превратится в более мягкие структуры, такие как перлит.
Закалка предназначена для такого быстрого охлаждения стали, чтобы обычное превращение было пропущено. Это заставляет аустенит превратиться в мартенсит — очень твердую и хрупкую игольчатую структуру.
Прокаливаемость определяет процесс
Прокаливаемость материала — это его способность образовывать мартенсит. Высокопрокаливаемые стали могут быть упрочнены при более медленных скоростях охлаждения (например, в масле или даже на воздухе), в то время как низкопрокаливаемые стали требуют очень быстрой закалки (например, в воде или рассоле) для достижения полной твердости.
Обзор методов закалки
Различные методы обеспечивают разный уровень контроля над скоростью охлаждения и ее равномерностью.
Прямая закалка
Это самый простой метод. Деталь охлаждается в закалочной среде сразу после извлечения из аустенитизационной печи. Он прост и эффективен для деталей простой геометрии.
Прерванная закалка (Марттемперирование)
Это усовершенствованный метод, используемый для минимизации деформации. Деталь быстро закаливают в горячей среде (например, в расплавленной соли или горячем масле) до температуры чуть выше той, при которой начинает образовываться мартенсит.
Ее выдерживают при этой температуре достаточно долго, чтобы вся деталь выровнялась по температуре, а затем медленно охлаждают через диапазон мартенситного превращения. Это снижает термический шок и внутренние напряжения, вызывающие коробление и растрескивание. Выдержка по времени — это связанный термин, относящийся к этому контролируемому времени выдержки.
Селективная закалка
Этот метод упрочняет только определенные участки детали, оставляя сердцевину мягкой и вязкой. Распространенным примером является индукционная закалка, при которой только поверхность зубчатого колеса нагревается, а затем немедленно закаливается струей.
Это создает твердую, износостойкую поверхность с пластичной сердцевиной, способной поглощать удары, и также известно как цементация (поверхностное упрочнение).
Струйная и туманная закалка
Вместо полного погружения эти методы подают закалочную среду в виде направленной струи или тонкого тумана.
Струйная закалка обеспечивает агрессивное и целенаправленное охлаждение. Туманная закалка обеспечивает менее интенсивную закалку, чем полное погружение в жидкость, обеспечивая скорость охлаждения где-то между жидкостью и неподвижным воздухом.
Понимание компромиссов
Выбор метода закалки — это вопрос баланса конкурирующих приоритетов. Неправильный выбор может испортить деталь.
Твердость против хрупкости
Основной компромисс заключается в том, что чем тверже становится материал, тем он более хрупок. Полностью закаленная мартенситная деталь часто слишком хрупка для практического использования и должна быть отпущена (повторно нагрета до более низкой температуры) для восстановления некоторой вязкости.
Деформация и растрескивание
Быстрое охлаждение — это бурный процесс, который создает огромное внутреннее напряжение. Если охлаждение неравномерно, разные участки детали сжимаются с разной скоростью, что приводит к короблениям (деформации) или даже растрескиванию. Это самый большой риск при любой операции закалки.
Проблема неполной закалки (Slack Quenching)
Неполная закалка — это не желаемый метод, а термин для неудачного процесса. Это происходит, когда скорость охлаждения слишком низка для полного превращения структуры в мартенсит, что приводит к мягким участкам и детали, не соответствующей требованиям по твердости.
Сделайте правильный выбор для вашей цели
Выбор метода и среды закалки полностью зависит от материала и желаемых конечных свойств компонента.
- Если ваш главный приоритет — максимальная твердость простой детали: Используйте прямую закалку в среде с высокой охлаждающей способностью, такой как вода или рассол, но будьте готовы к высокому риску деформации и абсолютной необходимости отпуска.
- Если ваш главный приоритет — минимизация деформации сложной детали: Используйте прерванную закалку (марттемперирование) для выравнивания температуры перед окончательным превращением, что значительно снизит внутреннее напряжение.
- Если ваш главный приоритет — поверхностная износостойкость с вязкой сердцевиной: Используйте селективную закалку, такую как индукционная или пламенная закалка, для создания твердой корки на определенной области.
- Если ваш главный приоритет — закалка высокопрокаливаемой инструментальной стали: Достаточно медленной среды, такой как масло, или даже закалки на воздухе, что по своей сути безопаснее и вызывает гораздо меньшее внутреннее напряжение.
В конечном счете, успешная закалка заключается в выборе самой медленной возможной скорости охлаждения, которая все еще обеспечивает необходимую твердость для вашего конкретного применения.
Сводная таблица:
| Метод | Основная цель | Распространенные закалочные среды | Лучше всего подходит для |
|---|---|---|---|
| Прямая закалка | Максимальная твердость | Вода, Рассол | Простые геометрии |
| Прерванная (Марттемперирование) | Минимизация деформации | Горячее масло, Расплавленная соль | Сложные детали |
| Селективная закалка | Поверхностная твердость, вязкая сердцевина | Вода, Полимер | Шестерни, валы (цементация) |
| Струйная/Туманная закалка | Целенаправленное, контролируемое охлаждение | Вода, Воздушный туман | Определенные области, умеренное охлаждение |
Нужен точный контроль температуры для ваших материалов? Правильный метод закалки имеет решающее значение для достижения идеального баланса твердости, долговечности и стабильности размеров ваших компонентов. KINTEK специализируется на лабораторном оборудовании и расходных материалах для металлургических процессов, предоставляя инструменты и опыт для оптимизации результатов вашей термообработки.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать вашу лабораторию в решении проблем с закалкой и термообработкой.
Визуальное руководство