Лучший источник тепла для пайки твердым припоем — это тот, который наилучшим образом соответствует вашему конкретному применению. Не существует единственного «лучшего» метода; выбор зависит от таких факторов, как соединяемые материалы, сложность сборки, требуемый объем производства и ваш бюджет. Наиболее распространенные методы включают пайку горелкой, в печи, индукционную пайку, окунанием и контактную пайку, каждый из которых имеет свои отличительные преимущества.
Основная проблема заключается не в поиске «лучшего» источника тепла, а в понимании компромиссов между скоростью, точностью, стоимостью и масштабом. Идеальный метод обеспечивает необходимое тепловое воздействие последовательно и экономично для вашей конкретной детали и производственных целей.
Обзор распространенных источников тепла для пайки твердым припоем
Каждый метод пайки предлагает уникальный набор возможностей. Понимание принципов их работы — первый шаг к принятию обоснованного решения.
Пайка горелкой
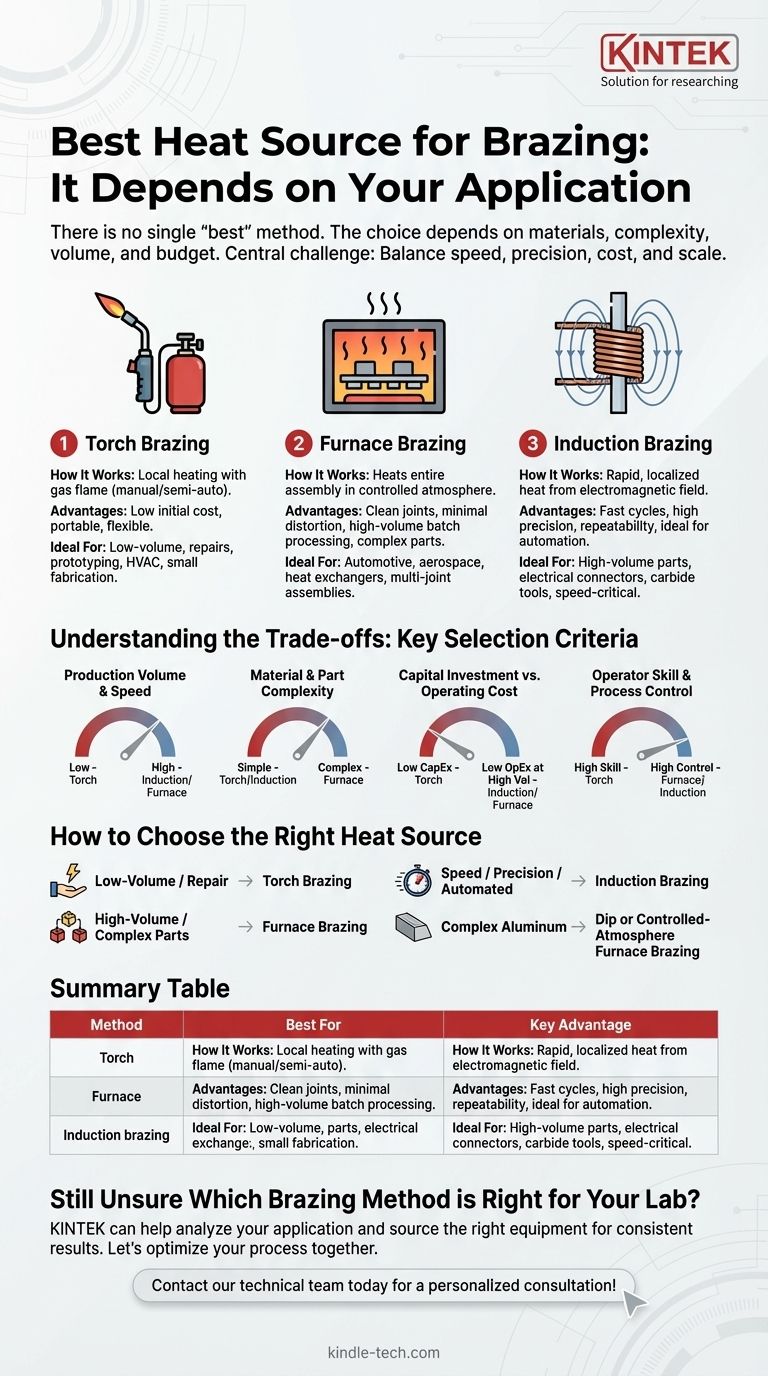
Принцип работы: Это наиболее распространенный ручной или полуавтоматический метод, использующий газовое пламя (например, кислородно-ацетиленовое или воздушно-пропановое) для локального нагрева базовых металлов. Оператор подводит пламя к зоне соединения и вводит присадочный металл после достижения температуры пайки.
Основные преимущества: Пайка горелкой ценится за низкие первоначальные капитальные затраты, портативность и гибкость. Она отлично подходит для разовых ремонтов, прототипирования и мелкосерийного производства, где встречаются различные типы соединений.
Идеальное применение: Широко используется в сантехнике, ремонте систем ОВК и мелкосерийном производстве. Хотя ее можно автоматизировать для больших объемов, чаще всего она ассоциируется с ручными операциями, где решающее значение имеет мастерство оператора.
Печная пайка твердым припоем
Принцип работы: Целые узлы с заранее размещенным присадочным металлом в местах соединений загружаются в печь. Печь нагревает всю сборку до температуры пайки в контролируемой атмосфере (например, в вакууме или инертном газе) для предотвращения окисления.
Основные преимущества: Этот метод обеспечивает чистые, высококачественные соединения с минимальными деформациями и идеально подходит для крупносерийного производства. Он позволяет одновременно паять сотни или тысячи деталей, даже те, которые имеют несколько труднодоступных соединений.
Идеальное применение: Печная пайка является доминирующим процессом в автомобильной и аэрокосмической промышленности при производстве сложных компонентов, таких как теплообменники, топливные рампы и лопатки турбин.
Индукционная пайка твердым припоем
Принцип работы: Переменный ток пропускается через точно спроектированную медную катушку, создавая электромагнитное поле. Когда деталь помещается внутрь катушки или рядом с ней, это поле индуцирует вихревые токи в металле, генерируя быстрый локализованный нагрев именно там, где это необходимо.
Основные преимущества: Индукционный метод обеспечивает чрезвычайно быстрые циклы нагрева, исключительную точность и высокую повторяемость, что делает его идеальным для автоматизации. Тепло локализуется в соединении, минимизируя зону термического влияния и защищая остальную часть детали.
Идеальное применение: Этот метод превосходно подходит для крупносерийного производства таких деталей, как электрические разъемы, режущие инструменты с твердосплавными напайками и сборки топливных линий, где скорость и постоянство имеют решающее значение.
Понимание компромиссов: Ключевые критерии выбора
Ваше решение в конечном итоге будет балансировать четыре критических фактора. Неправильная оценка любого из них может привести к низкому качеству, высоким затратам или производственным узким местам.
Объем производства и скорость
Для малосерийных работ или ремонта гибкость и низкая стоимость наладки при пайке горелкой не имеют себе равных. Для крупносерийного автоматизированного производства скорость и повторяемость индукционной пайки или возможность пакетной обработки при печной пайке намного превосходят.
Сложность материала и детали
Если вы соединяете сложные сборки с множеством или внутренними соединениями, печная пайка часто является единственным практичным решением, поскольку она равномерно нагревает всю деталь. Для пайки термочувствительных компонентов точечная точность индукционной пайки позволяет нагревать соединение, не повреждая соседние области.
Капитальные вложения против эксплуатационных расходов
Пайка горелкой имеет самый низкий порог входа, требуя минимальных вложений в оборудование. Системы индукционной и печной пайки представляют собой значительные капитальные затраты, но при больших объемах производства обеспечивают гораздо более низкую стоимость за деталь благодаря скорости, энергоэффективности и сокращению трудозатрат.
Квалификация оператора и контроль процесса
Ручная пайка горелкой в значительной степени зависит от навыков оператора для обеспечения качества и постоянства. Напротив, печная и индукционная пайка — это процессы, контролируемые машиной, которые после правильной настройки обеспечивают высокоповторяемые результаты с меньшей потребностью в специализированных навыках оператора во время работы.
Как выбрать правильный источник тепла
Сопоставьте метод с вашей наиболее важной целью.
- Если ваш главный приоритет — мелкосерийное производство или полевой ремонт: Пайка горелкой предлагает лучшее сочетание низкой стоимости, портативности и гибкости.
- Если ваш главный приоритет — крупносерийное, стабильное производство сложных деталей: Печная пайка обеспечивает непревзойденное качество и пропускную способность для сборок с множеством соединений.
- Если ваш главный приоритет — скорость и точность на автоматизированной производственной линии: Индукционная пайка обеспечивает самый быстрый, наиболее повторяемый и наиболее локализованный нагрев.
- Если ваш главный приоритет — соединение сложных алюминиевых сборок, таких как теплообменники: Окунание или печная пайка в контролируемой атмосфере являются отраслевыми стандартами.
В конечном счете, выбор правильного источника тепла заключается в согласовании возможностей процесса с техническими и экономическими требованиями вашей конкретной задачи.
Сводная таблица:
| Метод пайки твердым припоем | Лучше всего подходит для | Ключевое преимущество |
|---|---|---|
| Пайка горелкой | Мелкосерийное производство, ремонт, прототипирование | Низкая стоимость, гибкость, портативность |
| Печная пайка твердым припоем | Крупносерийное производство, сложные сборки | Пакетная обработка, равномерный нагрев, высокое качество |
| Индукционная пайка твердым припоем | Высокоскоростное, автоматизированное производство | Быстрый, точный, локализованный нагрев |
Все еще не уверены, какой метод пайки твердым припоем подходит для вашей лаборатории?
Выбор правильного источника тепла критически важен для достижения прочных, надежных соединений и максимальной эффективности вашего производства. Специалисты KINTEK специализируются на лабораторном оборудовании и расходных материалах, включая решения для пайки твердым припоем, адаптированные к вашим конкретным материалам, объему и требованиям к качеству.
Мы можем помочь вам:
- Проанализировать ваше применение для рекомендации наиболее эффективного и экономичного метода пайки.
- Подобрать правильное оборудование для обеспечения стабильных, высококачественных результатов для вашей лаборатории или производственной линии.
Давайте оптимизируем ваш процесс пайки твердым припоем вместе. Свяжитесь с нашей технической командой сегодня для получения индивидуальной консультации!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь для вакуумной термообработки молибдена
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
- Вакуумная печь для термообработки с футеровкой из керамического волокна
Люди также спрашивают
- Какие два разнородных металла можно соединить пайкой? Сталь и медь: объяснение
- Можно ли паять чугун? Низкорискованный метод ремонта сложных отливок
- Какова одна из причин, по которой пайка твердым припоем предпочтительнее других методов соединения? Соединение разнородных материалов без их расплавления
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Каковы преимущества пайки по сравнению со сваркой? Достижение чистого соединения металлов с минимальными деформациями



















