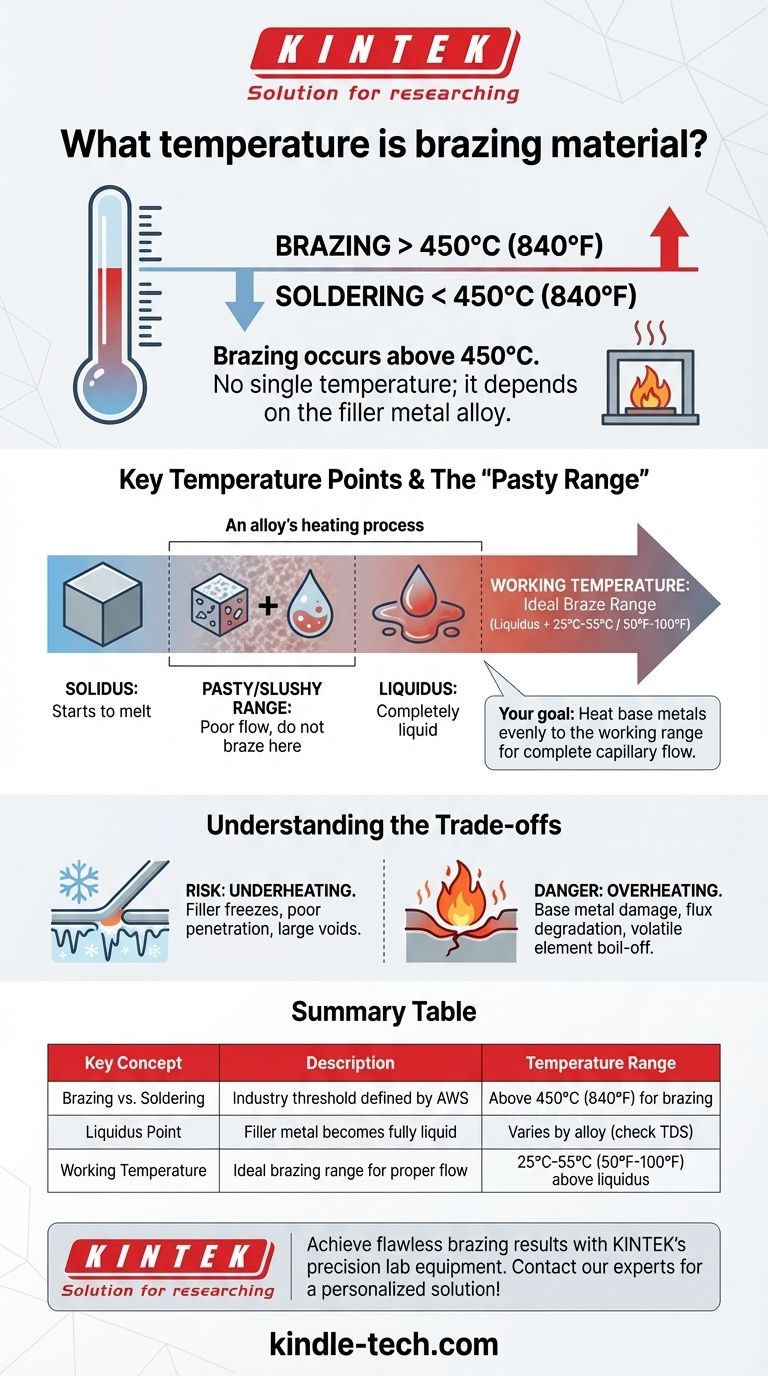
Коротко говоря, пайка — это процесс соединения металлов, который происходит при температурах выше 450°C (840°F), но единой температуры для всех видов пайки не существует. Точная требуемая температура полностью зависит от конкретного используемого присадочного металла. Правильная рабочая температура всегда представляет собой диапазон, установленный немного выше точки, при которой конкретный присадочный сплав становится полностью жидким.
Ваша цель — не достичь одного магического числа, а равномерно нагреть основные металлы, чтобы вся область соединения достигла идеального рабочего диапазона для вашего конкретного присадочного сплава. Это гарантирует, что сплав расплавится, полностью растечется за счет капиллярного действия и образует прочное, постоянное соединение.

Разделительная линия: Пайка твердым припоем против пайки мягким припоем
Чтобы понять температуру пайки твердым припоем, крайне важно отличить ее от пайки мягким припоем, которая происходит при более низких температурах. Различие является четким, определенным отраслевым порогом.
Правило 450°C (840°F)
Американское общество сварщиков (AWS) определяет пайку твердым припоем как процесс, использующий присадочный металл, который плавится и течет при температуре выше 450°C (840°F).
Пайка мягким припоем, напротив, использует присадочный металл, который плавится ниже этого порога в 450°C (840°F). Это фундаментальное различие в температуре определяет типы используемых сплавов, прочность конечного соединения и требуемое оборудование.
Почему "одной температуры" не существует
Вопрос о температуре пайки твердым припоем касается не одного значения, а понимания поведения конкретного сплава при плавлении. Это поведение определяется двумя критическими температурными точками.
Введение солидуса и ликвидуса
Каждый паяльный сплав имеет две ключевые температуры, указанные в его техническом паспорте:
- Солидус: Температура, при которой сплав начинает плавиться.
- Ликвидус: Температура, при которой сплав становится полностью жидким.
Для успешной пайки необходимо нагреть сборку выше температуры ликвидуса сплава.
"Пастообразный" или "вязкий" диапазон
Температурная зона между солидусом и ликвидусом известна как "пастообразный" или "вязкий" диапазон. В этом состоянии сплав представляет собой смесь твердого и жидкого вещества и не будет течь должным образом.
Попытка пайки в этом диапазоне приводит к плохому проникновению в соединение и является частой причиной отказа соединения.
Цель: Рабочая температура
Правильная температура пайки, часто называемая "рабочей температурой", представляет собой диапазон, который начинается выше точки ликвидуса.
Как правило, идеальная температура пайки составляет от 25°C до 55°C (от 50°F до 100°F) выше температуры ликвидуса вашего присадочного металла. Этот небольшой избыток температуры гарантирует полную текучесть сплава, компенсирует незначительные потери тепла в соединении и способствует быстрому, полному течению за счет капиллярного действия.
Понимание компромиссов
Контроль температуры — это балансирование. Как слишком малое, так и слишком большое количество тепла поставит под угрозу целостность вашей работы.
Риск недогрева
Если основные металлы недостаточно горячие, присадочный металл "замерзнет" при контакте. Это предотвращает его втягивание в соединение.
Результатом является соединение с плохим проникновением, большими пустотами и почти полным отсутствием механической прочности. Припой будет скатываться на поверхности, а не "смачивать" металл и плавно течь.
Опасность перегрева
Чрезмерный нагрев так же вреден. Перегрев может вызвать несколько критических проблем:
- Повреждение основного металла: Деформация, искажение или металлургические повреждения, такие как чрезмерный рост зерна, могут ослабить детали, которые вы пытаетесь соединить.
- Разрушение флюса: Флюс необходим для очистки металла и обеспечения текучести, но он имеет ограниченный срок службы при высоких температурах. Чрезмерный нагрев выжжет его до того, как паяльный сплав сможет выполнить свою работу.
- Повреждение присадочного металла: Некоторые сплавы содержат летучие элементы (например, цинк или кадмий). Перегрев может привести к выкипанию этих элементов из сплава, изменению его химического состава, образованию токсичных паров и ухудшению его характеристик.
Как определить правильную температуру для вашего проекта
Выбор правильной температуры — это вопрос консультации с вашими материалами и наблюдения за процессом. Успешная пайка зависит от нагрева деталей, а не самого присадочного металла.
- Если ваша основная задача — выбор присадочного металла: Начните с проверки термостойкости ваших основных металлов, затем выберите паяльный сплав с рабочим диапазоном, который не повредит их.
- Если ваша основная задача — настройка оборудования: Всегда обращайтесь к Техническому паспорту (TDS), предоставленному производителем присадочного металла. В нем будут указаны точные значения солидуса, ликвидуса и рекомендуемый диапазон температуры пайки.
- Если ваша основная задача — устранение неполадок в поврежденном соединении: Наиболее распространенной проблемой является неравномерный нагрев. Убедитесь, что ваша техника обеспечивает равномерный нагрев всей массы области соединения до целевой температуры, прежде чем вы примените присадочный пруток.
Освоение температуры пайки твердым припоем — это контроль термического процесса, а не просто достижение определенного числа на приборе.
Сводная таблица:
| Ключевое понятие | Описание | Температурный диапазон |
|---|---|---|
| Пайка твердым припоем vs. Пайка мягким припоем | Отраслевой порог, определенный AWS | Выше 450°C (840°F) для пайки твердым припоем |
| Точка ликвидуса | Температура, при которой присадочный металл становится полностью жидким | Варьируется в зависимости от сплава (проверьте TDS) |
| Рабочая температура | Идеальный диапазон пайки для правильного течения | 25°C-55°C (50°F-100°F) выше ликвидуса |
Добейтесь безупречных результатов пайки с помощью прецизионного лабораторного оборудования KINTEK. Независимо от того, работаете ли вы с высокотемпературными сплавами или чувствительными основными металлами, наши печи и системы нагрева обеспечивают точный контроль температуры и равномерный нагрев, необходимый для прочных, надежных соединений.
Мы специализируемся на обслуживании лабораторий, предлагая долговечное, высокопроизводительное оборудование для всех ваших задач по соединению металлов и термообработке.
Готовы оптимизировать процесс пайки? Свяжитесь с нашими экспертами сегодня для получения персонализированного решения!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Материал для полировки электродов для электрохимических экспериментов
- Медная пена
- Керамическая пластина из нитрида бора (BN)
- Высококачественный винт из оксида алюминия для передовой тонкой керамики с высокой термостойкостью и изоляцией
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?









