Коротко говоря, температура для горячей ковки устанавливается выше точки рекристаллизации металла, которая является порогом, при котором его внутренняя зернистая структура может переформировываться под давлением. Для обычных металлов это обычно означает температуры в диапазоне от 350°C (660°F) для алюминиевых сплавов до 1250°C (2280°F) для высоколегированных сталей. Точная температура критически важна и выбирается на основе конкретного обрабатываемого сплава.
Основной принцип горячей ковки заключается не в достижении произвольно высокой температуры, а в превышении определенного металлургического порога — температуры рекристаллизации — чтобы сделать металл высокопластичным и устранить структурные дефекты, не вызывая его разрушения.

Принцип, лежащий в основе температур горячей ковки
Чтобы понять горячую ковку, вы должны сначала понять концепцию, которая ею управляет. Процесс определяется температурой, но цель состоит в контроле внутренней кристаллической структуры металла.
Что такое рекристаллизация?
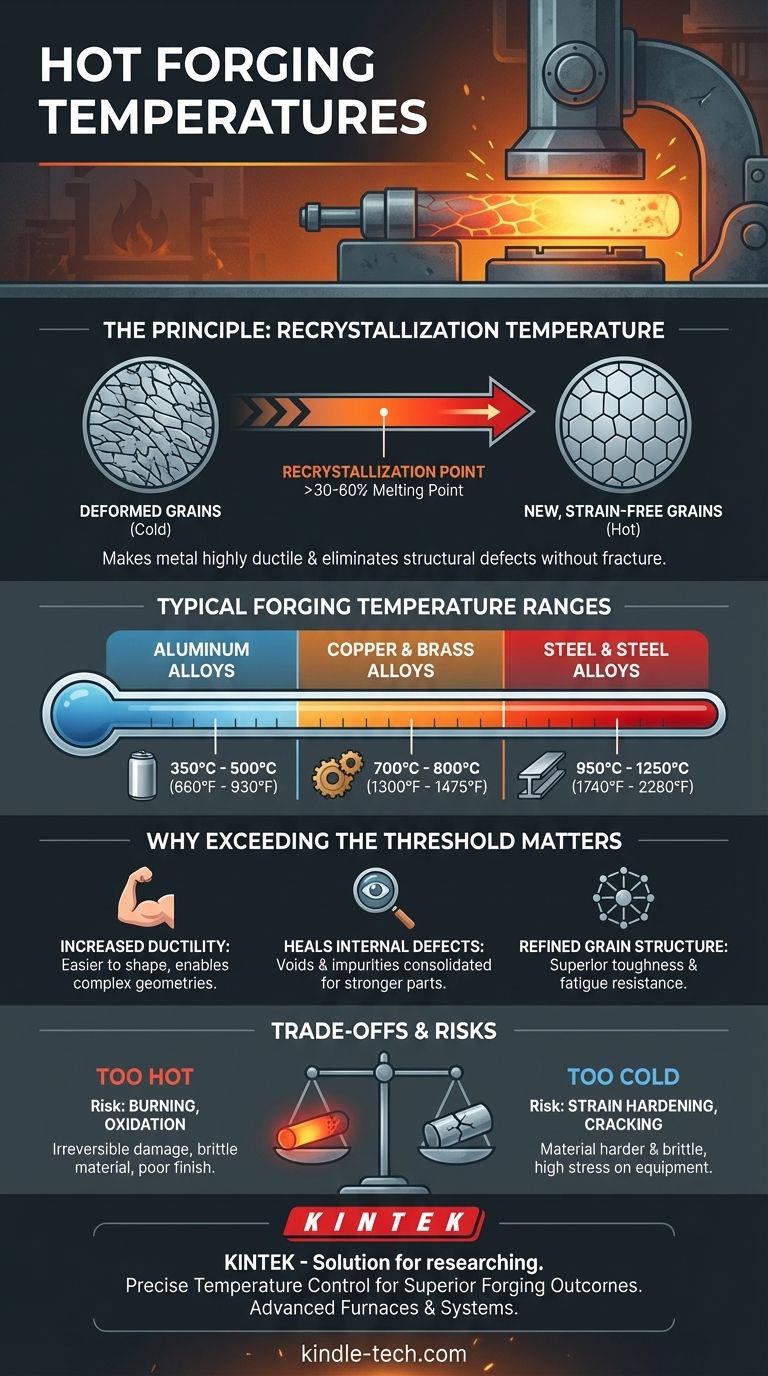
Рекристаллизация — это процесс, при котором деформированные зерна в кристаллической структуре металла заменяются новыми, свободными от деформации зернами. Представьте себе коробку с сахарными кубиками (зернами), которая была раздавлена. Рекристаллизация — это как волшебная замена всех сломанных кубиков на идеальные новые.
Нагревание металла выше его температуры рекристаллизации придает энергию его атомам, позволяя им перестраиваться в эту новую, идеальную структуру даже во время формования материала. Эта температура обычно составляет от 30% до 60% от абсолютной температуры плавления металла.
Почему превышение этой температуры имеет значение
Обработка металла выше его точки рекристаллизации фундаментально меняет его поведение и предоставляет несколько ключевых преимуществ.
Во-первых, это значительно увеличивает пластичность и снижает предел текучести, делая металл мягким и легким для формования. Это позволяет создавать сложные геометрии, которые были бы невозможны при холодной штамповке.
Во-вторых, огромная сила ковочного пресса в сочетании с высокой температурой залечивает внутренние дефекты. Пустоты, пористость и примеси от начального процесса литья консолидируются и завариваются, что приводит к гораздо более прочной и надежной конечной детали.
Наконец, процесс улучшает зернистую структуру, создавая мелкий, однородный зернистый рисунок. Эта улучшенная структура является основной причиной того, почему кованые компоненты обладают превосходной ударной вязкостью и усталостной прочностью по сравнению с литыми или механически обработанными деталями.
Температуры ковки для обычных металлов
Хотя принцип рекристаллизации универсален, точное температурное окно уникально для каждого семейства сплавов. Точный контроль температуры необходим для успешного результата.
Сталь и стальные сплавы
Сталь является наиболее часто кованым материалом. Температура ковки для стали обычно находится в диапазоне от 950°C до 1250°C (1740°F до 2280°F). Углеродистые стали обрабатываются в верхней части этого диапазона, в то время как некоторые легированные стали требуют более точного контроля при более низких температурах.
Алюминиевые сплавы
Алюминий имеет гораздо более низкую температуру плавления и, следовательно, более низкую температуру ковки. Ковка для алюминиевых сплавов обычно проводится при температуре от 350°C до 500°C (660°F до 930°F). Этот диапазон узок, и его превышение может легко повредить материал.
Медные и латунные сплавы
Сплавы на основе меди, включая латунь и бронзу, куются при температурах, которые находятся между температурами алюминия и стали. Типичный диапазон составляет от 700°C до 800°C (1300°F до 1475°F).
Понимание компромиссов и рисков
Выбор правильной температуры — это балансирование. Отклонение от оптимального окна создает значительные риски, которые могут скомпрометировать целостность конечного продукта.
Опасность перегрева
Если температура ковки слишком высока, это может привести к выгоранию, когда границы зерен металла начинают плавиться. Это повреждение необратимо и серьезно ухудшает механические свойства материала, делая деталь хрупкой и бесполезной.
Чрезмерное тепло также способствует быстрому окислению, которое образует толстый слой окалины на поверхности детали. Эта окалина может быть вдавлена в поверхность во время ковки, что приводит к плохому качеству поверхности и отклонениям в размерах.
Проблема ковки при слишком низкой температуре
Попытка ковки ниже надлежащей температуры рекристаллизации препятствует полному переформированию зернистой структуры. Это приводит к явлению, называемому наклепом, когда материал становится более твердым и хрупким по мере обработки.
Ковка при слишком низкой температуре требует значительно большей силы, создает экстремальную нагрузку на оборудование и увеличивает риск поверхностного растрескивания или даже полного разрушения заготовки.
Правильный выбор для вашей цели
Решение использовать горячую ковку и выбранная конкретная температура должны определяться предполагаемым применением конечного компонента.
- Если ваша основная цель — создание сложных форм с максимальной формуемостью: Горячая ковка — идеальный выбор, так как работа выше температуры рекристаллизации обеспечивает исключительную пластичность для сложных конструкций.
- Если ваша основная цель — достижение точной чистоты поверхности и жестких допусков: Рассмотрите теплую или холодную ковку, которая позволяет избежать образования окалины при горячей ковке и может достичь почти готовых форм с меньшей механической обработкой.
- Если ваша основная цель — производство прочного, усталостностойкого компонента: Горячая ковка часто превосходит другие методы благодаря своей способности залечивать внутренние дефекты и улучшать зернистую структуру, создавая более долговечный конечный продукт.
В конечном итоге, точный контроль температуры является ключом к раскрытию исключительной прочности и надежности, что делает ковку ведущим производственным процессом.
Сводная таблица:
| Металл/Сплав | Типичный диапазон температур горячей ковки |
|---|---|
| Сталь и стальные сплавы | 950°C - 1250°C (1740°F - 2280°F) |
| Алюминиевые сплавы | 350°C - 500°C (660°F - 930°F) |
| Медные и латунные сплавы | 700°C - 800°C (1300°F - 1475°F) |
Готовы достичь точного контроля температуры для вашего процесса горячей ковки?
KINTEK специализируется на высокопроизводительном лабораторном оборудовании и расходных материалах, удовлетворяя точные потребности в термической обработке металлургических лабораторий и производственных предприятий. Наши передовые печи и системы контроля температуры помогают вам поддерживать точные температуры рекристаллизации, необходимые для превосходной обработки металла, обеспечивая максимальную прочность, пластичность и бездефектную целостность ваших компонентов.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут улучшить результаты вашей ковки и обеспечить надежность вашей производственной линии.
Визуальное руководство