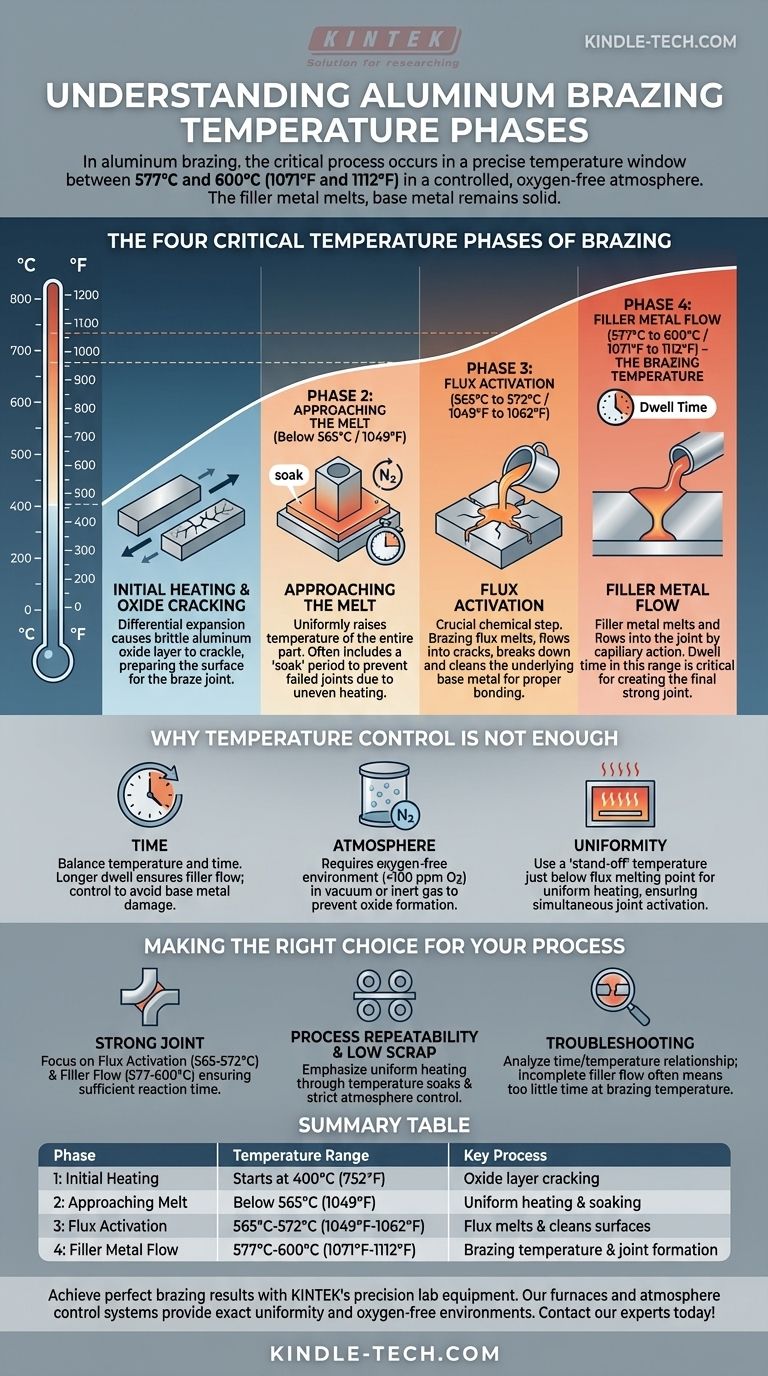
При пайке алюминия критический процесс происходит в точном температурном окне от 577°C до 600°C (от 1071°F до 1112°F). При этой температуре припой плавится и растекается по соединению, в то время как основной металл остается твердым. Весь этот процесс должен происходить в контролируемой, бескислородной атмосфере для достижения успеха.
Ключ к пониманию температуры пайки заключается в том, чтобы рассматривать ее не как одно число, а как пик тщательно управляемого термического цикла. Каждая фаза нагрева и охлаждения служит определенной цели, и успех зависит от контроля взаимодействия между температурой, временем и атмосферой.

Четыре критические температурные фазы пайки
Пайка — это не просто нагрев детали до тех пор, пока металл не потечет. Это структурированный процесс, при котором определенные химические и физические изменения происходят в заданных температурных диапазонах. Для типичного цикла пайки алюминия этот процесс разбивается на четыре фазы.
Фаза 1: Начальный нагрев и растрескивание оксида (начинается при 400°C / 752°F)
По мере нагрева сборки различные металлы — основной материал и припой — расширяются с разной скоростью. Это дифференциальное расширение приводит к растрескиванию и разрушению хрупкого, естественного слоя оксида алюминия на поверхности.
Это начальное растрескивание является первым шагом в подготовке поверхности для паяного соединения.
Фаза 2: Приближение к плавлению (ниже 565°C / 1049°F)
На этом этапе нагрева все компоненты сборки остаются в твердой форме. Основная цель здесь — равномерно поднять температуру всей детали, часто с периодом "выдержки" для обеспечения равномерного распределения тепла.
Правильная выдержка предотвращает достижение температуры пайки одной областью раньше другой, что может привести к неудачному соединению.
Фаза 3: Активация флюса (от 565°C до 572°C / от 1049°F до 1062°F)
Это критически важный химический этап. В этом узком температурном диапазоне плавится паяльный флюс. Жидкий флюс проникает в трещины оксидного слоя, разрушая его и очищая основной металл.
Без этого шага припой не сможет должным образом "смачивать" или связываться с основным металлом, что приведет к слабому или отсутствующему соединению.
Фаза 4: Растекание припоя (от 577°C до 600°C / от 1071°F до 1112°F)
Это температура пайки. Припой, имеющий более низкую температуру плавления, чем основной металл, становится жидким. Капиллярное действие втягивает расплавленный припой в зазор между деталями, создавая окончательное, прочное паяное соединение.
Время, проведенное в этом температурном диапазоне, известное как время выдержки, является критическим параметром процесса.
Почему контроля температуры недостаточно
Достижение правильной температуры является важным, но это лишь часть большой головоломки. Наиболее успешные операции пайки осваивают взаимосвязь между температурой и другими ключевыми переменными.
Роль времени
Баланс между температурой и временем имеет первостепенное значение. Более длительное время выдержки при пиковой температуре пайки может помочь обеспечить полное растекание припоя, потенциально уменьшая количество бракованных деталей.
Однако это должно тщательно контролироваться, чтобы избежать повреждения основных металлов.
Важность атмосферы
Пайка требует бескислородной среды. Кислород быстро образует оксиды на горячих металлических поверхностях, что препятствует связыванию припоя.
Процесс должен выполняться в вакууме или в контролируемой атмосфере инертного газа, такого как чистый азот, с чрезвычайно низким уровнем кислорода (<100 ppm) и влажности.
Необходимость равномерности
Часто используется температура "выдержки" или "замачивания" чуть ниже точки плавления флюса. Выдержка сборки при этой температуре позволяет всей детали, независимо от ее толщины или геометрии, достичь равномерной температуры.
Это гарантирует, что при окончательном нагреве до температуры пайки все соединение активируется и растекается одновременно.
Правильный выбор для вашего процесса
Ваш подход к контролю температуры должен определяться вашей конечной целью, будь то максимизация прочности соединения или обеспечение стабильности процесса.
- Если ваша основная задача — прочное, полное соединение: Уделите пристальное внимание стадиям активации флюса (565-572°C) и растекания припоя (577-600°C), обеспечивая достаточное время для завершения каждой реакции.
- Если ваша основная задача — повторяемость процесса и низкий процент брака: Подчеркните равномерный нагрев посредством температурных выдержек и поддерживайте строгий контроль над атмосферой печи или уровнем вакуума.
- Если вы устраняете неисправности в соединениях: Проанализируйте взаимосвязь между вашими настройками времени и температуры, так как неполное растекание припоя часто вызвано слишком малым временем при правильной температуре пайки.
В конечном итоге, освоение пайки — это освоение всего термического профиля, а не только одного значения температуры.
Сводная таблица:
| Фаза | Температурный диапазон | Ключевой процесс |
|---|---|---|
| 1: Начальный нагрев | Начинается при 400°C (752°F) | Растрескивание оксидного слоя |
| 2: Приближение к плавлению | Ниже 565°C (1049°F) | Равномерный нагрев и выдержка |
| 3: Активация флюса | 565°C-572°C (1049°F-1062°F) | Флюс плавится и очищает поверхности |
| 4: Растекание припоя | 577°C-600°C (1071°F-1112°F) | Температура пайки и формирование соединения |
Добейтесь идеальных результатов пайки с прецизионным лабораторным оборудованием KINTEK. Наши промышленные печи и системы контроля атмосферы обеспечивают точную равномерность температуры и бескислородную среду, необходимые для безупречных циклов пайки алюминия. Независимо от того, сосредоточены ли вы на прочности соединения или повторяемости процесса, KINTEK специализируется на лабораторном оборудовании и расходных материалах, которые удовлетворяют самые требовательные потребности вашей лаборатории в термической обработке.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем оптимизировать ваш процесс пайки!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитировочная печь сверхвысоких температур в вакууме
- Вертикальная высокотемпературная вакуумная графитизационная печь
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества



















