Да, нержавеющую сталь можно эффективно паять и твердопаять, но это требует иного подхода, чем при работе с обычными сталями. Процесс не является по своей сути сложным, но он не прощает неправильной подготовки. Успех полностью зависит от преодоления уникальных химических свойств, которые и делают нержавеющую сталь «нержавеющей».
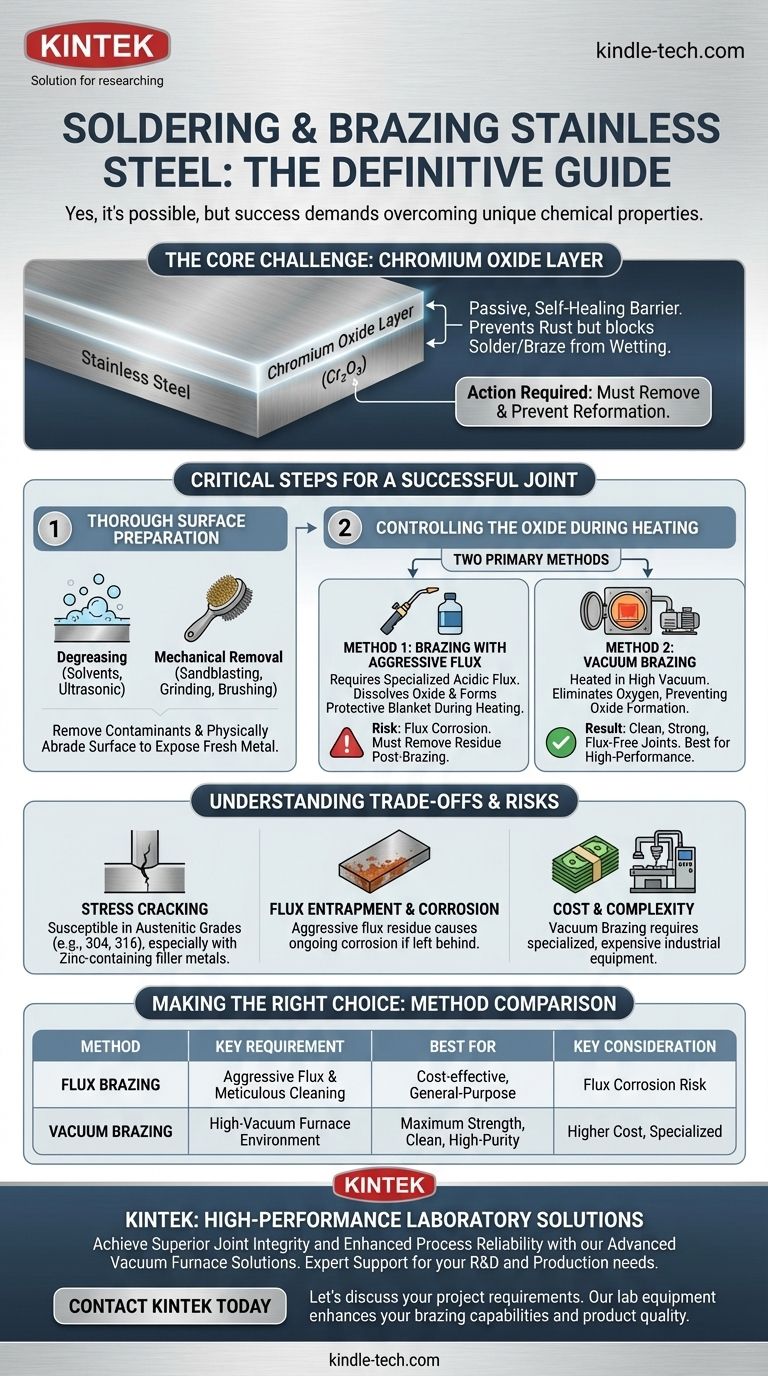
Основная проблема при соединении нержавеющей стали заключается в ее пассивном, самовосстанавливающемся слое оксида хрома. Этот невидимый слой, предотвращающий ржавчину, также действует как барьер, который мешает припою или твердому припою смачивать и прилипать к поверхности. Следовательно, весь процесс соединения направлен на удаление этого оксидного слоя и предотвращение его повторного образования.

Основная проблема: защитный оксидный слой нержавеющей стали
Самая причина, по которой вы выбираете нержавеющую сталь — ее коррозионная стойкость — является главным препятствием, которое вы должны преодолеть при ее соединении.
Что такое оксидный слой?
Нержавеющая сталь содержит хром, который вступает в реакцию с кислородом в воздухе, образуя тонкий, плотный и прозрачный слой оксида хрома. Этот пассивный слой невероятно стабилен и мгновенно восстанавливается при царапине или удалении.
Почему он препятствует пайке и твердой пайке
Чтобы образовалось прочное соединение, расплавленный присадочный металл должен «смачивать» поверхность основного металла, то есть он должен течь и равномерно растекаться. Слой оксида хрома действует как антипригарное покрытие, не позволяя присадочному металлу напрямую контактировать с находящейся под ним сталью.
Критические шаги для успешного соединения
Успешное соединение нержавеющей стали достигается еще до включения нагрева. Этап подготовки не подлежит обсуждению и должен выполняться тщательно.
Шаг 1: Тщательная подготовка поверхности
Во-первых, поверхность должна быть очищена от всех загрязнений, таких как масло, жир и грязь. Это часто достигается обезжириванием с помощью растворителей, таких как ацетон или спирт. Ультразвуковая очистка может значительно улучшить этот этап.
После обезжиривания сам оксидный слой необходимо механически удалить. Методы, такие как пескоструйная обработка, шлифовка или чистка щеткой из нержавеющей стали, физически истирают поверхность и обнажают свежий металл под ней.
Шаг 2: Контроль оксида во время нагрева
Как только поверхность очищена, у вас должна быть стратегия для управления оксидным слоем в процессе нагрева. По мере нагрева металла оксидный слой будет пытаться быстро восстановиться. Существует две основные стратегии борьбы с этим.
Два основных метода соединения нержавеющей стали
Выбор метода зависит от вашего оборудования, бюджета и требований к качеству конечного соединения.
Метод 1: Твердая пайка с агрессивным флюсом
Для твердой пайки в стандартной атмосфере требуется специализированный флюс. В отличие от мягких флюсов, используемых для меди, флюсы для нержавеющей стали являются высококислотными и химически агрессивными.
Во время нагрева флюс плавится и растворяет существующий оксидный слой. Затем он образует защитное жидкое покрытие над зоной соединения, предотвращая попадание кислорода к стали и позволяя оксиду повторно не образовываться.
Метод 2: Вакуумная твердая пайка
Вакуумная твердая пайка — это превосходный метод для высокопроизводительных применений. Детали собираются и помещаются в печь, из которой затем откачивается высокий вакуум.
Удаляя кислород из окружающей среды, предотвращается образование оксидного слоя во время нагрева. Это позволяет припою идеально смачивать поверхность, что приводит к исключительно чистым, прочным и эстетически привлекательным соединениям без остатков коррозионного флюса.
Понимание компромиссов и рисков
Соединение нержавеющей стали не обходится без потенциальных ловушек. Осознание этих проблем является ключом к предотвращению дорогостоящих неудач.
Риск растрескивания под напряжением
Некоторые типы нержавеющей стали, особенно распространенные аустенитные марки (например, 304, 316), могут быть подвержены растрескиванию под напряжением во время твердой пайки. Это особенно верно при использовании присадочных металлов, содержащих цинк, таких как некоторые медно-цинковые сплавы.
Захват флюса и коррозия
Если вы используете метод с флюсом, абсолютно необходимо, чтобы весь остаток флюса был удален после пайки. Агрессивные химикаты, которые делают флюс эффективным, будут продолжать вызывать коррозию нержавеющей стали, если их оставить на соединении.
Стоимость и сложность вакуумной пайки
Хотя вакуумная пайка дает превосходные результаты, она требует специализированного и дорогостоящего оборудования. Это не тот процесс, который можно легко выполнить в небольшой мастерской; он обычно предназначен для промышленного производства или производства дорогостоящих изделий.
Выбор правильного метода для вашего применения
Выбор правильного метода зависит от баланса между требованиями к производительности и имеющимися ресурсами.
- Если ваш основной акцент — максимальная прочность соединения и чистая отделка: Вакуумная пайка — это окончательный выбор для создания чистых соединений без пустот без риска коррозии от флюса.
- Если ваш основной акцент — доступность и экономичность для соединений общего назначения: Твердая пайка с правильно подобранным агрессивным флюсом и тщательной последующей очисткой — это надежный и проверенный метод.
- Если вы работаете с аустенитной нержавеющей сталью: Уделяйте пристальное внимание выбору присадочного металла, чтобы избежать сплавов, известных тем, что вызывают растрескивание под напряжением, и всегда минимизируйте напряжение в соединении во время циклов нагрева и охлаждения.
Понимая и контролируя оксидный слой, вы можете надежно создавать прочные и долговечные соединения в нержавеющей стали.
Сводная таблица:
| Метод | Ключевое требование | Лучше всего подходит для | Ключевое соображение |
|---|---|---|---|
| Пайка с флюсом | Агрессивный, специализированный флюс и тщательная очистка | Экономичные соединения общего назначения | Риск коррозии от флюса, если он не удален полностью |
| Вакуумная пайка | Среда вакуумной печи высокого вакуума | Максимальная прочность, чистые соединения высокой чистоты | Более высокая стоимость, требует специализированного оборудования |
Нужно ли вам высокопроизводительное решение для пайки для вашей лаборатории?
Соединение компонентов из нержавеющей стали требует точности и правильного оборудования для обеспечения прочных, не загрязненных связей. KINTEK специализируется на передовом лабораторном оборудовании, включая решения с вакуумными печами, идеально подходящие для высоконадежных применений твердой пайки.
Мы помогаем вам достичь:
- Превосходная целостность соединения: Наши вакуумные печи предотвращают образование оксидов, что приводит к исключительно прочным, чистым соединениям без остатков коррозионного флюса.
- Повышенная надежность процесса: Достигайте стабильных, повторяемых результатов для ваших критически важных исследований и разработок или производственных нужд.
- Экспертная поддержка: Наша команда понимает проблемы соединения таких материалов, как нержавеющая сталь, и может помочь вам выбрать правильное решение.
Давайте обсудим требования вашего проекта. Свяжитесь с KINTEK сегодня, чтобы узнать, как наше лабораторное оборудование может улучшить ваши возможности твердой пайки и качество продукции.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Графитировочная печь сверхвысоких температур в вакууме
- Вакуумная ротационная трубчатая печь непрерывного действия
- Вакуумная печь горячего прессования для ламинирования и нагрева
- Вакуумная печь для спекания зубной керамики
Люди также спрашивают
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов



















