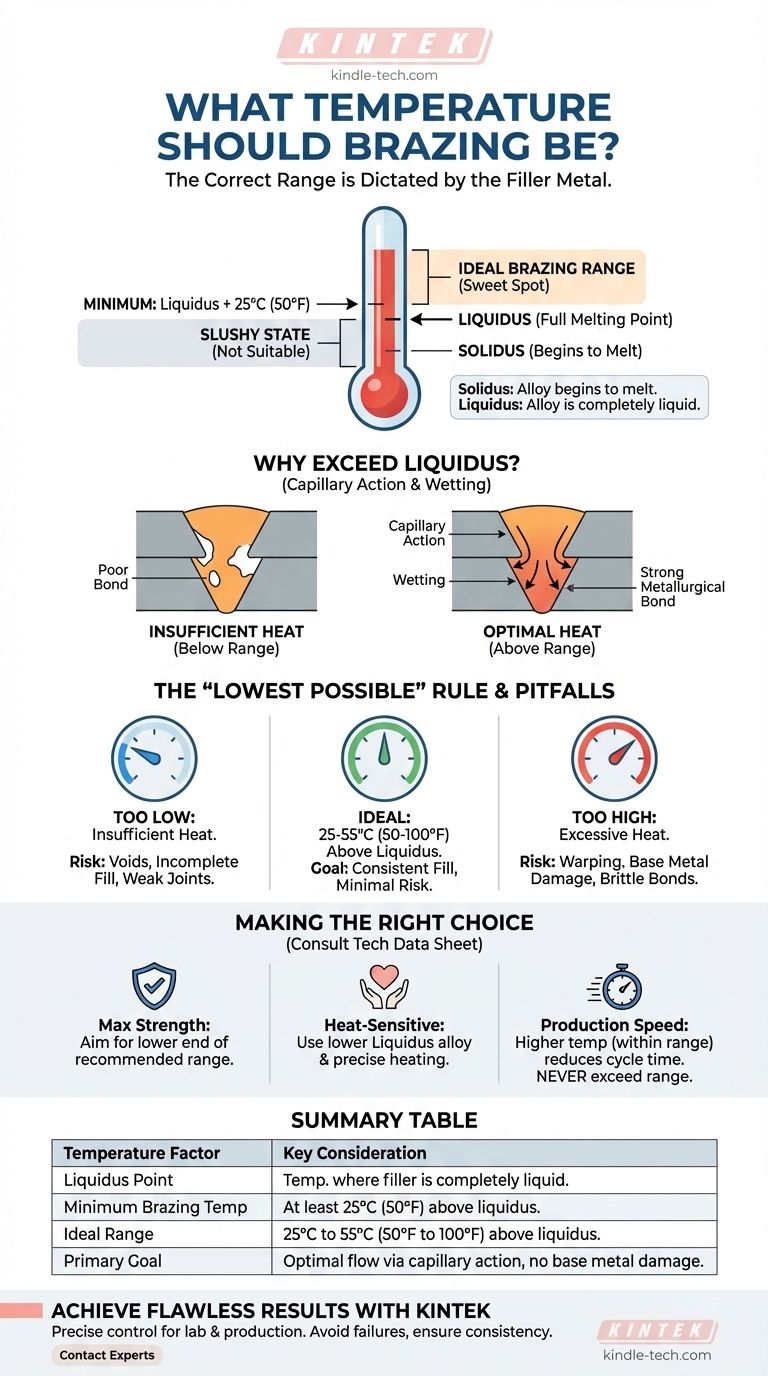
Правильная температура пайки — это не одно конкретное значение, а определенный диапазон, диктуемый используемым вами присадочным металлом. Как правило, вы должны нагреть узел до температуры, которая как минимум на 25ºC (50ºF) выше полной температуры плавления (ликвидуса) выбранного вами припоя. Это гарантирует, что присадочный металл будет достаточно текучим для правильного заполнения шва.
Цель состоит не просто в том, чтобы расплавить присадочный металл, а в достижении температуры, которая обеспечивает оптимальную текучесть и металлургическую связь без повреждения основного металла. Технический паспорт вашего присадочного металла является главным авторитетом в отношении требуемого диапазона температур.

Наука о температуре пайки
Чтобы достичь прочного паяного соединения, вы должны понимать ключевые свойства вашего присадочного металла. Весь процесс зависит от достижения температуры, которая позволяет припою работать в соответствии с его назначением.
Определение ликвидуса и солидуса
Каждый паяльный сплав имеет две критические температурные точки:
- Солидус: Температура, при которой сплав начинает плавиться.
- Ликвидус: Температура, при которой сплав становится полностью жидким.
Между этими двумя точками сплав находится в кашеобразном, полутвердом состоянии, которое не подходит для правильного течения.
Почему вы должны превышать температуру ликвидуса
Шов должен быть нагрет до температуры, превышающей точку ликвидуса припоя. Этот перегрев обеспечивает тепловую энергию, необходимую для двух критических действий.
Во-первых, он делает расплавленный присадочный металл чрезвычайно текучим. Это позволяет ему глубоко проникать в узкий зазор между основными металлами посредством процесса, называемого капиллярным действием.
Во-вторых, эта текучесть обеспечивает правильное смачивание, при котором присадочный металл равномерно растекается по поверхностям основных металлов, создавая прочную, постоянную металлургическую связь.
Правило «наиболее низкой возможной» температуры
Стандартная рекомендация — использовать температуру примерно на 25ºC до 55°C (50°F до 100°F) выше ликвидуса припоя. Это идеальное место.
Нагрев в этом диапазоне гарантирует, что припой полностью жидкий и течет правильно, но он минимизирует риск перегрева узла. Идеальная температура — самая низкая, которая все еще обеспечивает последовательное, полное заполнение шва.
Распространенные ошибки и компромиссы
Выбор неправильной температуры — слишком низкой или слишком высокой — является наиболее частой причиной отказа пайки. Каждая ошибка создает определенный набор проблем.
Риск недостаточного нагрева
Если основные металлы недостаточно горячие, присадочный металл замерзнет до того, как сможет полностью проникнуть в шов.
Это приводит к пустотам и неполному заполнению, создавая слабое и ненадежное соединение, подверженное растрескиванию и разрушению под нагрузкой. Припой не сможет должным образом смочить основные металлы, что приведет к плохой связи.
Опасность чрезмерного нагрева
Перегрев узла так же вреден, если не более.
Чрезмерный нагрев может расплавить или деформировать основные металлы, нарушая их структурную целостность. Он также может привести к деградации присадочного металла, его слишком тонкому вытеканию из шва или образованию хрупких интерметаллических соединений, которые ослабляют конечную связь.
Принятие правильного решения для вашей цели
Всегда начинайте с обращения к техническому паспорту, предоставленному производителем вашего присадочного металла. В нем будет указан точный диапазон солидуса, ликвидуса и рекомендуемая температура пайки.
- Если ваш основной фокус — максимальная прочность соединения: Строго придерживайтесь рекомендованного производителем диапазона, стремясь к нижней границе, которая все еще обеспечивает полное и стабильное протекание припоя.
- Если вы работаете с хрупкими или чувствительными к нагреву материалами: Выберите присадочный сплав с более низкой температурой ликвидуса и используйте точный метод нагрева, чтобы избежать перегрева и повреждения основных металлов.
- Если ваш основной фокус — скорость производства: Хотя более высокие температуры могут сократить время цикла, никогда не превышайте рекомендованный диапазон, так как это поставит под угрозу качество шва и приведет к отказам.
В конечном счете, выбор правильной температуры пайки заключается в точном контроле текучести присадочного металла для создания безупречной металлургической связи.
Сводная таблица:
| Температурный фактор | Ключевое соображение |
|---|---|
| Точка ликвидуса | Температура, при которой присадочный металл полностью жидкий. |
| Минимальная температура пайки | Как минимум на 25°C (50°F) выше ликвидуса. |
| Идеальный диапазон | На 25°C до 55°C (50°F до 100°F) выше ликвидуса. |
| Основная цель | Достижение оптимальной текучести за счет капиллярного действия без повреждения основных металлов. |
Достигайте безупречных результатов пайки с помощью прецизионного оборудования от KINTEK.
Независимо от того, работаете ли вы над прототипами для НИОКР или над высокообъемным производством, точный контроль температуры имеет решающее значение для целостности шва. KINTEK специализируется на высококачественных лабораторных печах и системах нагрева, которые обеспечивают точный, равномерный нагрев, необходимый для успешных операций пайки.
Наши решения помогают вам:
- Точно контролировать температуры, чтобы оставаться в оптимальном диапазоне пайки.
- Избегать дорогостоящих отказов, вызванных перегревом или недостаточным нагревом.
- Обеспечивать стабильно высокое качество соединений от партии к партии.
Готовы усовершенствовать свой процесс пайки? Свяжитесь с нашими экспертами сегодня, чтобы найти идеальное нагревательное решение для конкретных потребностей вашей лаборатории.
Визуальное руководство