Печная пайка выполняется при любой температуре выше 840°F (450°C), но точная температура полностью диктуется присадочным металлом, используемым для соединения деталей. Для распространенных промышленных применений этот диапазон обычно составляет от 1100°F (600°C) для алюминиевых сплавов до более чем 2000°F (1100°C) для стали и высокотемпературных сплавов.
Правильная температура печной пайки — это не одно конкретное значение, а определенная точка, находящаяся безопасно выше температуры плавления присадочного металла и ниже температуры плавления основных материалов. Это контролируемое температурное окно является абсолютным ключом к созданию прочного, металлургически правильного соединения.

Основной принцип: Ликвидус и Солидус
Чтобы понять температуру пайки, вы должны сначала понять характеристики плавления присадочного металла, которые определяются двумя критическими точками: солидусом и ликвидусом.
Определение солидуса и ликвидуса
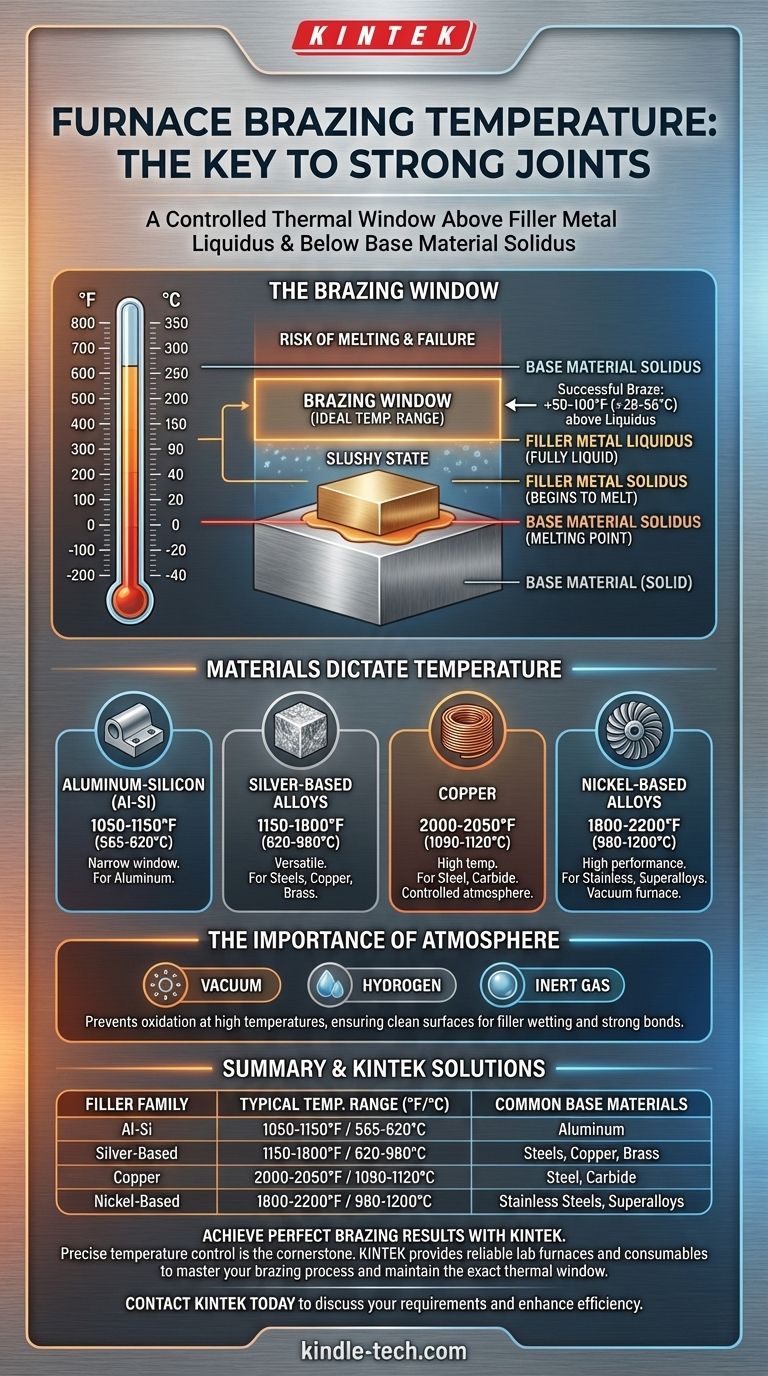
Солидус — это температура, при которой присадочный металлический сплав начинает плавиться. Ликвидус — это температура, при которой присадочный металл становится полностью жидким. Диапазон между этими двумя точками представляет собой полужидкое, полутвердое состояние.
«Окно пайки»
Для успешной пайки печь должна нагреть всю сборку до температуры, немного выше точки ликвидуса присадочного металла. Это гарантирует, что присадка полностью расплавится и будет иметь достаточно низкую вязкость, чтобы заполнитель проник в зазор за счет капиллярного действия.
Общее эмпирическое правило заключается в том, чтобы установить температуру печи на 50–100°F (28–56°C) выше температуры ликвидуса присадки.
Защита основных материалов
В то же время температура пайки должна оставаться безопасно ниже солидуса (температуры плавления) соединяемых основных материалов. Превышение этой температуры приведет к провисанию, деформации или плавлению деталей, что повлечет за собой катастрофический отказ.
Как материалы определяют температуру пайки
Выбор присадочного металла всегда зависит от основных материалов, которые вы хотите соединить. Эта комбинация материалов и определяет требуемую температуру процесса.
Общие семейства присадочных металлов
Различные семейства присадочных металлов имеют совершенно разные температурные диапазоны пайки.
- Алюминий-Кремний (Al-Si): Используется для пайки алюминия. Требует очень узкого температурного окна, обычно 1050–1150°F (565–620°C).
- Серебряные сплавы: Универсальная категория, используемая для соединения сталей, меди и латуни. Температуры пайки широко варьируются от 1150–1800°F (620–980°C) в зависимости от конкретного состава сплава.
- Медь: Чистая медь является распространенным и экономичным присадочным материалом для пайки стали и твердого сплава. Она требует высокой температуры, обычно 2000–2050°F (1090–1120°C), и должна выполняться в контролируемой атмосфере для предотвращения окисления.
- Никелевые сплавы: Используются для нержавеющих сталей и суперсплавов в высокопроизводительных применениях. Они требуют очень высоких температур, часто от 1800–2200°F (980–1200°C), и почти всегда выполняются в вакуумной печи.
Важность атмосферы
Печная пайка — это не только температура; это контроль окружающей среды. При таких высоких температурах металлы быстро окисляются при контакте с воздухом, что препятствует смачиванию и прилипанию присадочного металла к поверхностям.
В печах используются контролируемые атмосферы — такие как вакуум, водород или инертный газ — для защиты деталей и обеспечения чистого, прочного соединения.
Понимание компромиссов и рисков
Установка неправильной температуры является одним из наиболее распространенных сбоев при печной пайке. Как перегрев, так и недогрев имеют серьезные последствия.
Риск перегрева
Установка слишком высокой температуры, даже если она ниже температуры плавления основного металла, может быть пагубной. Это может вызвать эрозию основного металла, когда жидкий присадочный материал «растворяет» часть основного материала, ослабляя соединение. Это также может привести к образованию хрупких интерметаллических соединений, которые резко снижают прочность и пластичность соединения.
Проблема недогрева
Если температура печи слишком низкая или цикл слишком короткий, присадочный металл не станет полностью жидким. Это приводит к плохому капиллярному действию, вызывая пустоты и неполное заполнение шва. Получившееся соединение будет слабым и ненадежным.
Необходимость теплового единообразия
Критически важно, чтобы вся сборка достигла целевой температуры равномерно. Более толстые секции нагреваются медленнее, чем более тонкие. Правильный цикл печи включает время «выдержки» для выравнивания температуры по всем деталям до того, как присадочный металл расплавится, обеспечивая равномерное течение и полное соединение.
Сделайте правильный выбор для вашего применения
Ваш выбор температуры является прямым следствием ваших материалов и требований к производительности. Используйте технический паспорт производителя присадочного металла в качестве основного руководства.
- Если ваш основной фокус — соединение стали с медным присадочным материалом: Вы будете работать при высокой температуре в бескислородной атмосфере около 2000–2050°F (1090–1120°C).
- Если ваш основной фокус — пайка алюминиевых компонентов: Вы должны использовать алюминиево-кремниевый присадочный материал и поддерживать очень узкое температурное окно, обычно около 1050–1150°F (565–620°C), чтобы избежать плавления деталей.
- Если ваш основной фокус — соединение нержавеющей стали для аэрокосмической отрасли: Вы будете использовать присадочный материал на никелевой основе в вакуумной печи при температурах, часто превышающих 1800°F (980°C).
В конечном счете, успешная печная пайка является функцией точного управления температурой, адаптированного к вашей конкретной комбинации материалов.
Сводная таблица:
| Семейство присадочных металлов | Типичный диапазон температур пайки (°F) | Типичный диапазон температур пайки (°C) | Общие основные материалы |
|---|---|---|---|
| Алюминий-Кремний (Al-Si) | 1050 - 1150°F | 565 - 620°C | Алюминий |
| Серебряные сплавы | 1150 - 1800°F | 620 - 980°C | Стали, Медь, Латунь |
| Медь | 2000 - 2050°F | 1090 - 1120°C | Сталь, Твердый сплав |
| Никелевые сплавы | 1800 - 2200°F | 980 - 1200°C | Нержавеющие стали, Суперсплавы |
Достигайте идеальных результатов пайки с KINTEK
Точный контроль температуры является краеугольным камнем успешной печной пайки. Независимо от того, работаете ли вы с алюминием, высокотемпературными сплавами или специальными сталями, выбор правильного оборудования имеет решающее значение для предотвращения дорогостоящих сбоев, таких как эрозия основного металла или неполное заполнение швов.
KINTEK специализируется на предоставлении надежных лабораторных печей и расходных материалов, необходимых для освоения вашего процесса пайки. Наши решения помогают поддерживать точное температурное окно, требуемое для ваших конкретных присадочных и основных материалов, обеспечивая каждый раз прочные, металлургически правильные соединения.
Позвольте нашим экспертам помочь вам выбрать идеальную печь для вашего применения.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши требования к пайке и узнать, как наше оборудование может повысить эффективность и результаты вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь для вакуумной термообработки молибдена
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Графитовая вакуумная печь для термообработки 2200 ℃
- Вакуумная печь для термообработки с футеровкой из керамического волокна
Люди также спрашивают
- Почему вы выберете пайку твердым припоем вместо мягкой пайки? Для превосходной прочности соединения и работы при высоких температурах
- Что такое основы пайки? Руководство по прочному соединению металлов при низких температурах
- Каковы преимущества пайки по сравнению со сваркой? Достижение чистого соединения металлов с минимальными деформациями
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Какова одна из причин, по которой пайка твердым припоем предпочтительнее других методов соединения? Соединение разнородных материалов без их расплавления



















