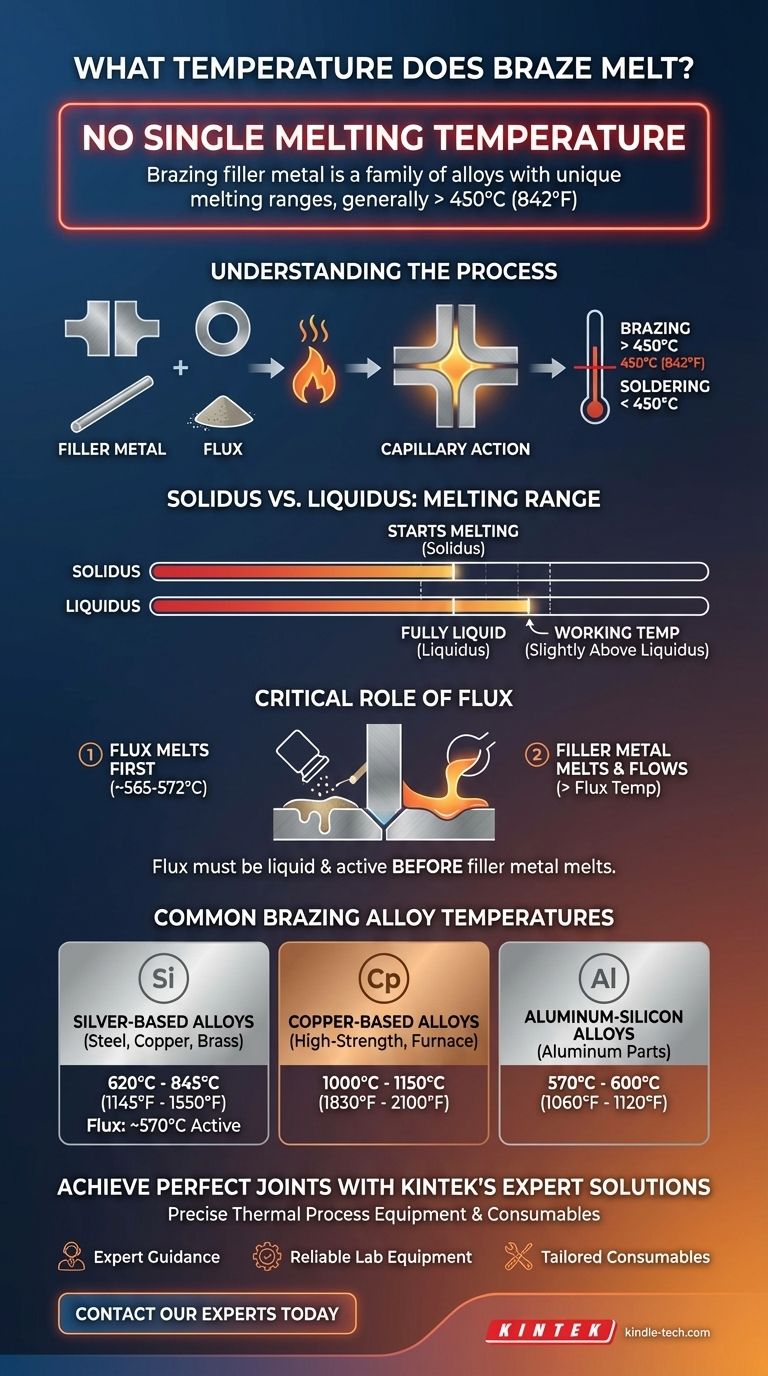
Не существует единой температуры плавления для "пайки твердым припоем". Присадочный металл для пайки — это семейство сплавов, каждый из которых имеет уникальный диапазон плавления, предназначенный для конкретных применений. Эти температуры, как правило, начинаются выше 450°C (842°F) и могут превышать 1100°C (2012°F) в зависимости от состава сплава.
Самое важное понятие, которое необходимо понять, заключается в том, что пайка твердым припоем включает два разных материала с двумя разными температурами плавления: флюс и присадочный металл. Для успешного соединения флюс должен стать активным и жидким при температуре, ниже температуры плавления присадочного металла.

Понимание процесса пайки твердым припоем
Чтобы выбрать правильную температуру, вы должны сначала различать материалы и сам процесс. Термин "пайка твердым припоем" часто используется неточно, что приводит к путанице.
Определяющая температура пайки твердым припоем
Пайка твердым припоем — это процесс соединения металлов, при котором присадочный металл нагревается выше температуры плавления и распределяется между двумя или более плотно прилегающими деталями за счет капиллярного действия. Международный стандарт, отделяющий пайку твердым припоем от ее низкотемпературного аналога, мягкой пайки, — это рабочая температура 450°C (842°F).
Любой процесс, использующий присадочный металл, плавящийся ниже этого порога, считается мягкой пайкой.
Присадочный металл для пайки твердым припоем: сплав, а не чистый металл
Материал, используемый для создания соединения, — это присадочный металл для пайки твердым припоем. Это редко чистые металлы, а скорее сплавы — смесь двух или более металлических элементов.
Вот почему нет однозначного ответа на вопрос: "При какой температуре плавится припой?". Серебряно-медный-цинковый сплав расплавится при совершенно другой температуре, чем медно-фосфорный сплав.
Солидус против Ликвидуса: Диапазон плавления
Поскольку присадочные металлы являются сплавами, они не плавятся при одной точной точке. Они плавятся в диапазоне температур.
- Солидус: Температура, при которой сплав начинает плавиться.
- Ликвидус: Температура, при которой сплав становится полностью жидким.
Рабочая температура для пайки твердым припоем, как правило, немного выше температуры ликвидуса, чтобы обеспечить достаточную текучесть сплава для течения за счет капиллярного действия.
Критическая роль флюса
Упоминание диапазона плавления 565–572°C (1049–1062°F) относится к распространенному типу флюса для пайки твердым припоем, а не к самому присадочному металлу. Понимание флюса является ключом к пониманию всего процесса.
Что такое флюс для пайки твердым припоем?
Флюс — это химическое соединение, наносимое на соединение перед нагревом. Его основные задачи — удалить оксиды с основного металла и присадочного металла, а также защитить соединение от окисления во время нагрева.
Без эффективного флюсования расплавленный присадочный металл не сможет "смачить" основной металл или соединиться с ним, что приведет к неудачному соединению.
Почему флюс должен расплавиться первым
Флюс должен стать жидким и химически активным до того, как присадочный металл начнет плавиться. Это позволяет ему выполнять свою очищающую функцию, подготавливая чистую поверхность, на которую будет течь расплавленный присадочный металл.
Если вы используете флюс, который плавится около 570°C, выбранный вами присадочный металл должен плавиться при более высокой температуре, как правило, выше 620°C (1145°F).
Температуры распространенных сплавов для пайки твердым припоем
Различные основные металлы и требования к применению требуют различных присадочных металлов и соответствующих им температур.
Серебряные сплавы (Серебряный припой)
Они чрезвычайно распространены для соединения разнородных металлов, таких как сталь, медь и латунь. Их диапазоны плавления обычно составляют от 620°C до 845°C (1145°F до 1550°F). Флюс, активный около 570°C, идеально подходит для этих сплавов.
Медные сплавы
Используются для пайки твердым припоем стали, никеля и медных сплавов, часто при печной пайке. Они имеют гораздо более высокие температуры плавления, часто в диапазоне от 1000°C до 1150°C (1830°F до 2100°F). Они требуют высокотемпературных флюсов.
Алюминиево-кремниевые сплавы
Специально разработаны для пайки алюминиевых сплавов. Они имеют очень низкий диапазон плавления, часто 570°C - 600°C (1060°F - 1120°F), что немного ниже температуры плавления соединяемых алюминиевых основных металлов.
Понимание компромиссов и подводных камней
Достижение прочного паяного соединения требует точной стратегии управления температурой. Ошибки в контроле температуры являются основной причиной неудачи.
Несоответствие присадочного металла и флюса
Это самая распространенная ошибка. Если присадочный металл плавится до того, как флюс станет активным, соединение будет грязным, а связь нарушится. Если диапазон активности флюса слишком сильно ниже температуры плавления присадочного металла, флюс может выгореть и потерять свою эффективность до того, как присадочный металл сможет течь.
Перегрев соединения
Приложение слишком большого количества тепла может повредить основные металлы, изменив их металлургические свойства (например, вызвав отжиг или ослабление). Это также может испарить или "сжечь" флюс, оставив соединение незащищенным от окисления в критический момент.
Недостаточный нагрев
Основные металлы должны быть нагреты до рабочей температуры присадочного металла. Если плавится только присадочный металл (распространенная ошибка при использовании горелки), он не заполнит соединение. Тепло, запасенное в окружающих основных металлах, обеспечивает правильное капиллярное действие.
Сделайте правильный выбор для вашего проекта
Ваша цель определяет правильное сочетание присадочного металла, флюса и температуры.
- Если ваш основной фокус — общий ремонт или изготовление (сталь, медь, латунь): Выберите серебряный присадочный металл и соответствующий флюс, ориентируясь на рабочую температуру от 650°C до 800°C (1200°F - 1475°F).
- Если ваш основной фокус — соединение алюминиевых деталей: Вы должны использовать специализированный алюминиево-кремниевый припой и соответствующий низкотемпературный флюс, работая в очень узком окне около 580°C (1075°F).
- Если ваш основной фокус — высокопрочные соединения на стали в контролируемой атмосфере: Рассмотрите медный присадочный металл в процессе печной пайки с рабочими температурами, превышающими 1100°C (2012°F).
В конечном счете, успешная пайка твердым припоем зависит от соответствия диапазона активности вашего флюса диапазону плавления вашего присадочного металла.
Сводная таблица:
| Тип присадочного металла для пайки твердым припоем | Типичный диапазон плавления (°C) | Типичный диапазон плавления (°F) | Общие области применения |
|---|---|---|---|
| Серебряные сплавы | 620°C - 845°C | 1145°F - 1550°F | Соединения стали, меди, латуни |
| Медные сплавы | 1000°C - 1150°C | 1830°F - 2100°F | Высокопрочная сталь, печная пайка |
| Алюминиево-кремниевые сплавы | 570°C - 600°C | 1060°F - 1120°F | Соединение алюминиевых деталей |
| Флюс для пайки твердым припоем (Активация) | ~565°C - 572°C | ~1049°F - 1062°F | Должен плавиться до присадочного металла |
Достигайте идеальных паяных соединений с экспертными решениями KINTEK
Выбор правильного присадочного металла и флюса для пайки твердым припоем имеет решающее значение для прочности и долговечности соединения. KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов для точных термических процессов, включая пайку твердым припоем. Наша команда может помочь вам определить идеальные материалы и температурные параметры для ваших конкретных основных металлов и требований проекта.
Мы предоставляем:
- Экспертные консультации по выбору присадочного металла и флюса
- Надежное лабораторное оборудование для точного контроля температуры
- Расходные материалы, адаптированные для ваших применений пайки твердым припоем
Позвольте нам помочь вам оптимизировать процесс пайки твердым припоем – Свяжитесь с нашими экспертами сегодня для получения индивидуальной поддержки и решений, которые обеспечат прочные и надежные соединения каждый раз.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля

