По своей сути, теория искрового плазменного спекания (ИПС) описывает процесс уплотнения материала, который использует импульсный постоянный электрический ток и одноосное давление для достижения быстрого уплотнения. В отличие от традиционного спекания, которое зависит от медленного внешнего нагрева, ИПС генерирует тепло непосредственно внутри проводящей пресс-формы и самого материала, а также создает локализованную плазму между частицами порошка, что резко ускоряет процесс спекания.
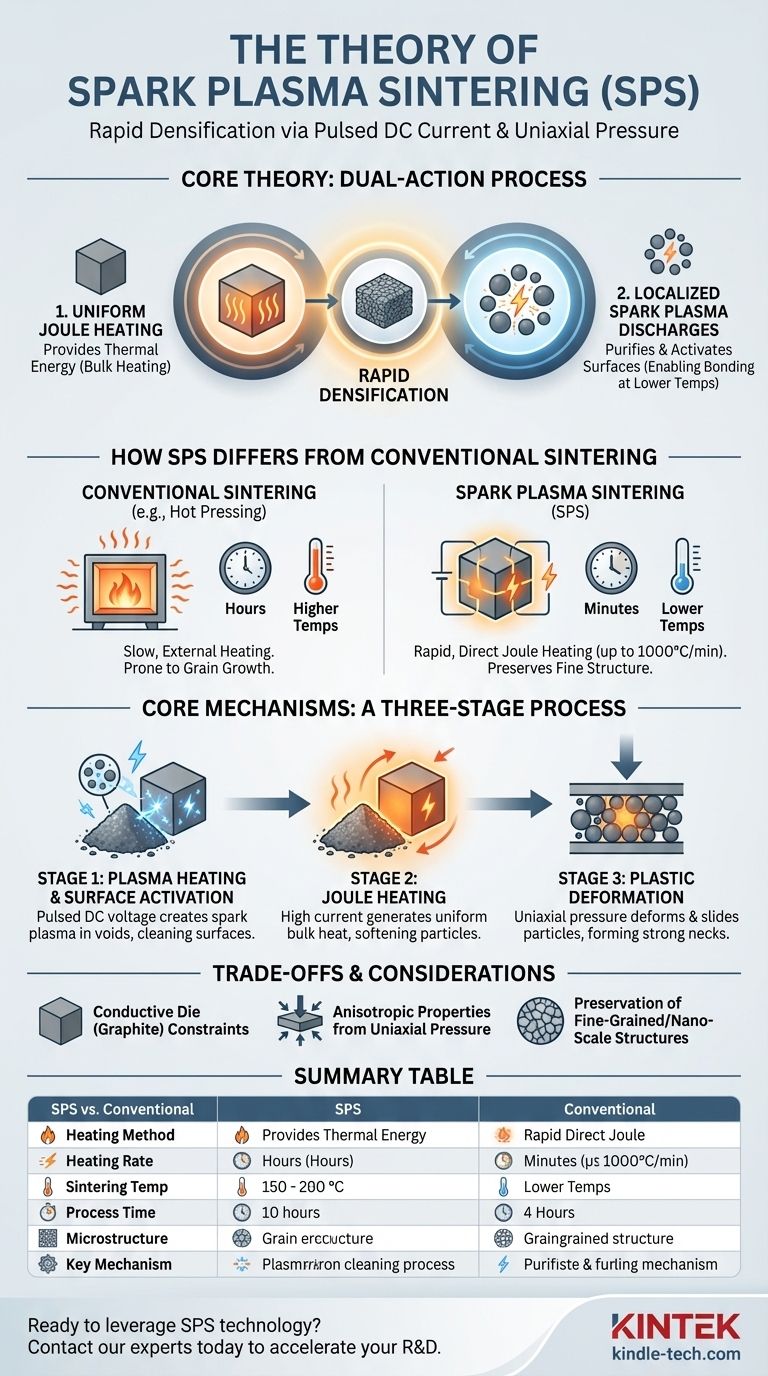
Центральная теория ИПС заключается не просто в быстром нагреве. Это двойной процесс, в котором равномерный нагрев Джоуля обеспечивает тепловую энергию для уплотнения, в то время как локализованные искровые плазменные разряды между частицами очищают и активируют их поверхности, обеспечивая превосходное спекание при более низких температурах и за меньшее время.

Чем ИПС отличается от традиционного спекания
Чтобы понять теорию ИПС, важно сравнить ее с традиционными методами, такими как горячее прессование, которые также используют тепло и давление. Ключевое различие заключается в методе и скорости подвода энергии.
Источник тепла
При традиционном спекании или горячем прессовании тепло генерируется внешним нагревательным элементом и излучается внутрь образца. Это относительно медленный и часто неэффективный процесс.
ИПС, также известный как техника спекания с помощью поля (FAST), пропускает мощный электрический ток непосредственно через графитовую пресс-форму и, если материал является проводящим, через сам порошковый брикет. Это генерирует мгновенный, равномерный нагрев Джоуля по всей системе.
Скорость и температура
Метод прямого нагрева ИПС позволяет достигать чрезвычайно высоких скоростей нагрева, иногда до 1000°C/мин. Это сокращает весь процесс спекания с нескольких часов до всего нескольких минут.
Следовательно, уплотнение достигается при значительно более низких общих температурах — часто на несколько сотен градусов Цельсия ниже, чем требуется для традиционных методов.
Основные механизмы: Трехстадийный процесс
Уникальные эффекты ИПС можно понять как последовательность из трех перекрывающихся физических стадий, которые работают согласованно для уплотнения материала.
Стадия 1: Плазменный нагрев и активация поверхности
При первом приложении импульсного напряжения постоянного тока происходит разряд в пустотах между отдельными частицами порошка. Это создает кратковременные локализованные очаги искровой плазмы.
Эти искры могут достигать температур в несколько тысяч градусов Цельсия. Это интенсивное локализованное тепло очищает поверхности частиц, испаряя адсорбированные газы и другие загрязнения. Этот «очищающий» эффект активирует поверхности, делая их высоковосприимчивыми к спеканию.
Стадия 2: Нагрев Джоуля
Одновременно высокий электрический ток, протекающий через проводящую пресс-форму и порошковый брикет, генерирует огромный и равномерный нагрев Джоуля.
Это основной механизм повышения объемной температуры материала. Он размягчает частицы, подготавливая их к уплотнению под приложенным механическим давлением.
Стадия 3: Пластическая деформация
После очистки поверхностей частиц и нагрева основного объема материала прикладывается внешнее одноосное давление. Эта механическая сила заставляет размягченные частицы деформироваться и скользить друг относительно друга.
Это действие устраняет пустоты между частицами и заставляет активированные поверхности вступать в тесный контакт, образуя прочные металлургические «шейки», которые приводят к получению плотного конечного продукта.
Понимание компромиссов и соображений
Несмотря на свою мощь, теория, лежащая в основе ИПС, также подразумевает несколько эксплуатационных ограничений, которые крайне важно понимать.
Ограничения, связанные с материалом и геометрией
Процесс зависит от проводящей пресс-формы, которая почти всегда графитовая. Это накладывает практические ограничения на размер и сложность форм, которые могут быть изготовлены. Кроме того, сам порошок должен выдерживать прямое воздействие электрического тока.
Эффекты одноосного давления
Поскольку давление прикладывается только в одном направлении (одноосно), полученный материал может иметь анизотропные свойства, что означает, что его механические характеристики могут различаться в зависимости от направления измерения.
Сохранение микроструктуры
Одним из наиболее значительных преимуществ, вытекающих из теории, является сохранение мелкозернистых или наноразмерных структур. Чрезвычайно короткое время спекания и более низкие температуры предотвращают рост зерен, который характерен для традиционных высокотемпературных методов. Это критически важно для создания материалов с улучшенными механическими свойствами.
Выбор правильного варианта для вашей цели
Применение теории ИПС полностью зависит от конечной цели в отношении материала.
- Если ваш основной фокус — скорость и пропускная способность: ИПС — непревзойденная технология для быстрого получения плотных образцов материалов в лабораторных условиях или при мелкосерийном производстве.
- Если ваш основной фокус — сохранение наноразмерных структур: Сочетание низкой температуры и короткого времени выдержки делает ИПС идеальным выбором для уплотнения передовых наноструктурированных порошков без разрушения их уникальных свойств.
- Если ваш основной фокус — чистота материала и спекание: Уникальный эффект плазменной очистки обеспечивает механизм in-situ очистки поверхности, который может привести к превосходным границам спекания по сравнению с другими методами.
В конечном счете, понимание теории ИПС позволяет использовать его уникальное сочетание тепловых, электрических и механических сил для получения передовых материалов, которые просто недостижимы традиционными методами.
Сводная таблица:
| Аспект | Искровое плазменное спекание (ИПС) | Традиционное спекание |
|---|---|---|
| Метод нагрева | Прямой нагрев Джоуля внутри пресс-формы/порошка | Внешний, лучистый нагрев |
| Скорость нагрева | Очень высокая (до 1000°C/мин) | Медленная |
| Температура спекания | Ниже | Выше |
| Время процесса | Минуты | Часы |
| Микроструктура | Сохраняет мелкие/нанозерна | Подвержена росту зерен |
| Ключевой механизм | Активация поверхности искровой плазмой + нагрев Джоуля | Тепловая диффузия |
Готовы использовать технологию ИПС для ваших передовых материалов?
KINTEK специализируется на предоставлении современного лабораторного оборудования и расходных материалов для исследований и разработок материалов. Наш опыт в технологиях спекания может помочь вам достичь быстрого уплотнения, сохранить наноразмерные структуры и повысить чистоту материала для получения превосходных результатов.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения могут ускорить ваши цели в области НИОКР и производства.
Визуальное руководство
Связанные товары
- Печь для искрового плазменного спекания SPS
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Люди также спрашивают
- Какие технические преимущества предлагает печь для искрового плазменного спекания (SPS) при производстве керамики LiZr2(PO4)3 (LZP) по сравнению с традиционными методами спекания?
- Почему печи для искрового плазменного спекания (SPS) или горячие прессы используются при приготовлении твердых электролитов Li3PS4?
- Каков механизм процесса SPS? Глубокое погружение в быстрое низкотемпературное спекание
- Каковы преимущества CAMI/SPS для подготовки композитов W-Cu? Сокращение циклов с часов до секунд.
- Какое давление используется при спекании искровым плазменным методом? Руководство по оптимизации параметров SPS



















