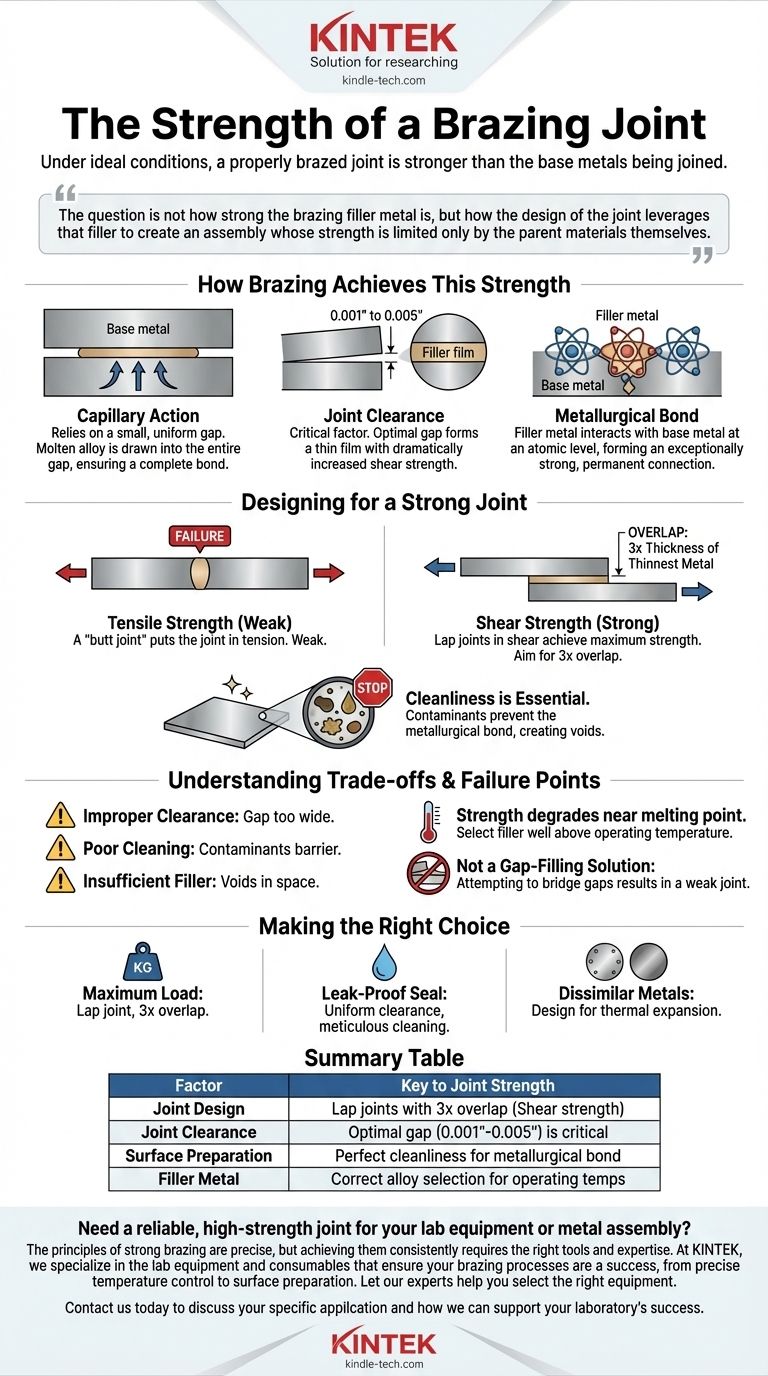
В идеальных условиях правильно выполненное паяное соединение прочнее соединяемых основных металлов. Это означает, что если на узел будет приложено достаточное напряжение, вызывающее разрушение, разрушится сам основной металл, а не соединение. Прочность присуща не только присадочному металлу, но и является результатом правильной конструкции и процедуры.
Вопрос не в том, насколько прочен паяльный присадочный металл, а в том, как конструкция соединения использует этот присадочный материал для создания узла, прочность которого ограничена только самими основными материалами.

Как пайка обеспечивает эту прочность
Выдающаяся прочность паяного соединения достигается за счет сочетания металлургических принципов и механической конструкции. Это не просто склеивание двух кусков металла.
Роль капиллярного действия
Паяное соединение зависит от очень небольшого, равномерного зазора между двумя частями основного металла. Когда вводится присадочный металл, капиллярное действие затягивает расплавленный сплав во весь этот зазор, обеспечивая полное и равномерное соединение по сопрягаемым поверхностям.
Принцип зазора в соединении
Расстояние между соединяемыми частями, известное как зазор в соединении, является самым критическим фактором, определяющим прочность. Если зазор слишком велик, прочность соединения будет ограничена присущей прочностью присадочного металла, которая значительно ниже прочности основного металла.
Если зазор находится в оптимальном диапазоне (обычно от 0,001" до 0,005"), присадочный металл образует тонкую пленку, которая металлургически связана с обеими поверхностями. Эта конфигурация ограничивает присадочный металл, резко увеличивая его прочность на сдвиг.
Создание металлургической связи
Пайка создает истинную металлургическую связь. Присадочный металл не просто прилипает к основному металлу; он взаимодействует с ним на атомном уровне. Он растворяет микроскопическое количество основного металла, образуя исключительно прочное, постоянное соединение по мере остывания и затвердевания.
Проектирование для прочного соединения
Утверждение о том, что паяное соединение прочнее основного металла, полностью зависит от правильной конструкции. Плохо спроектированное соединение всегда будет точкой отказа.
Прочность на сдвиг против прочности на растяжение
Паяные соединения исключительно прочны на сдвиг и относительно слабы на растяжение. «Стыковое соединение» (прямое разъединение) подвергает соединение растяжению. «Нахлесточное соединение» (где поверхности перекрываются) подвергает соединение сдвигу.
Для достижения максимальной прочности соединения всегда следует проектировать как нахлесточные. Хорошее эмпирическое правило — обеспечить перекрытие, составляющее не менее трехкратной толщины самого тонкого соединяемого металла. Это гарантирует, что общая прочность паяной зоны превысит прочность основного металла.
Важность чистоты
Металлургическая связь может образоваться только на идеально чистой поверхности. Любые загрязнения — такие как масло, жир или оксиды — будут действовать как барьер, не позволяя присадочному металлу соединиться с основным металлом. Это создаст пустоты и резко снизит прочность и целостность соединения.
Понимание компромиссов и точек отказа
Хотя пайка чрезвычайно эффективна, для успешного результата необходимо соблюдать определенные условия. Понимание причин отказа соединения является ключом к его предотвращению.
Распространенные причины отказа соединения
Когда паяное соединение разрушается в месте соединения, это почти всегда связано с нарушением правильной процедуры. Основными виновниками являются:
- Неправильный зазор в соединении: Слишком широкий зазор не позволяет присадочному металлу достичь максимальной прочности.
- Плохая очистка: Загрязнения препятствуют образованию металлургической связи.
- Недостаточное количество присадочного металла: Использовано недостаточно присадочного материала для полного заполнения капиллярного пространства.
Температурные ограничения
Прочность паяного соединения снижается по мере приближения рабочей температуры к температуре плавления присадочного сплава. Вы должны выбрать присадочный металл с температурой плавления значительно выше предполагаемой рабочей температуры узла.
Не решение для заполнения больших зазоров
В отличие от сварки, пайка не может использоваться для заполнения больших или неравномерных зазоров. Процесс полностью зависит от принципа капиллярного действия в узком, однородном пространстве. Попытка перекрыть зазоры приведет к слабому соединению, прочность которого будет равна прочности только литого присадочного сплава.
Сделайте правильный выбор для вашей цели
Достижение соединения, более прочного, чем основной металл, требует проектирования соединения специально для процесса пайки.
- Если ваш основной фокус — максимальная несущая способность: Спроектируйте нахлесточное соединение с перекрытием не менее чем в 3 раза больше толщины самого тонкого элемента, чтобы отказ произошел в основном металле, а не в соединении.
- Если ваш основной фокус — создание герметичного уплотнения: Отдавайте приоритет равномерному зазору в соединении и тщательной очистке, чтобы гарантировать полное капиллярное заполнение без пустот.
- Если ваш основной фокус — соединение разнородных металлов: Пайка — идеальный выбор, но вы должны спроектировать соединение с учетом различных скоростей теплового расширения, чтобы избежать напряжений в процессе нагрева и охлаждения.
Сосредоточив внимание на тщательном проектировании соединения, вы сможете надежно создать паяный узел, в котором соединение является самой прочной частью конструкции.
Сводная таблица:
| Фактор | Ключ к прочности соединения |
|---|---|
| Конструкция соединения | Нахлесточные соединения с перекрытием в 3 раза самые прочные (прочность на сдвиг). |
| Зазор в соединении | Оптимальный зазор (0,001"-0,005") критичен для капиллярного действия. |
| Подготовка поверхности | Идеальная чистота необходима для металлургической связи. |
| Присадочный металл | Правильный выбор сплава обеспечивает прочность при рабочих температурах. |
Нужно надежное, высокопрочное соединение для вашего лабораторного оборудования или металлической сборки?
Принципы прочной пайки точны, но их последовательное достижение требует правильных инструментов и опыта. В KINTEK мы специализируемся на лабораторном оборудовании и расходных материалах, которые обеспечивают успех ваших процессов пайки, от точного контроля температуры до подготовки поверхности.
Позвольте нашим экспертам помочь вам выбрать правильное оборудование для достижения соединений, более прочных, чем основной металл. Свяжитесь с нами сегодня, чтобы обсудить ваше конкретное применение и то, как мы можем поддержать успех вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь горячего прессования в вакууме, машина для горячего прессования, трубчатая печь
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки молибдена
- Высокотемпературная лабораторная трубчатая печь высокого давления
Люди также спрашивают
- Что такое спекание с приложением давления? Получайте более плотные и прочные материалы быстрее
- Что такое прессовое спекание? Достигайте более высокой плотности материалов быстрее и прочнее
- Что такое процесс горячего прессования-спекания? Достижение превосходной плотности для высокоэффективных материалов
- Спекание — это то же самое, что и горячее прессование? Откройте для себя ключевые различия для улучшения характеристик материала
- Что такое вакуумное горячее прессование? Достижение максимальной плотности и чистоты в современных материалах



















