По своей сути, термообработка пайкой — это процесс соединения металлов путем их нагрева в контролируемой среде и использования припоя, который плавится при более низкой температуре, чем основные металлы. Этот расплавленный припой затягивается в плотно прилегающий шов капиллярным действием, создавая прочное, чистое и постоянное металлургическое соединение после его охлаждения и затвердевания. Процесс часто выполняется в вакууме для обеспечения высочайшей чистоты и целостности соединения.
Основной принцип пайки заключается не в расплавлении соединяемых компонентов, а в расплавлении отдельного припоя, который течет между ними. Это создает прочное соединение без деформации или нарушения целостности основных материалов.

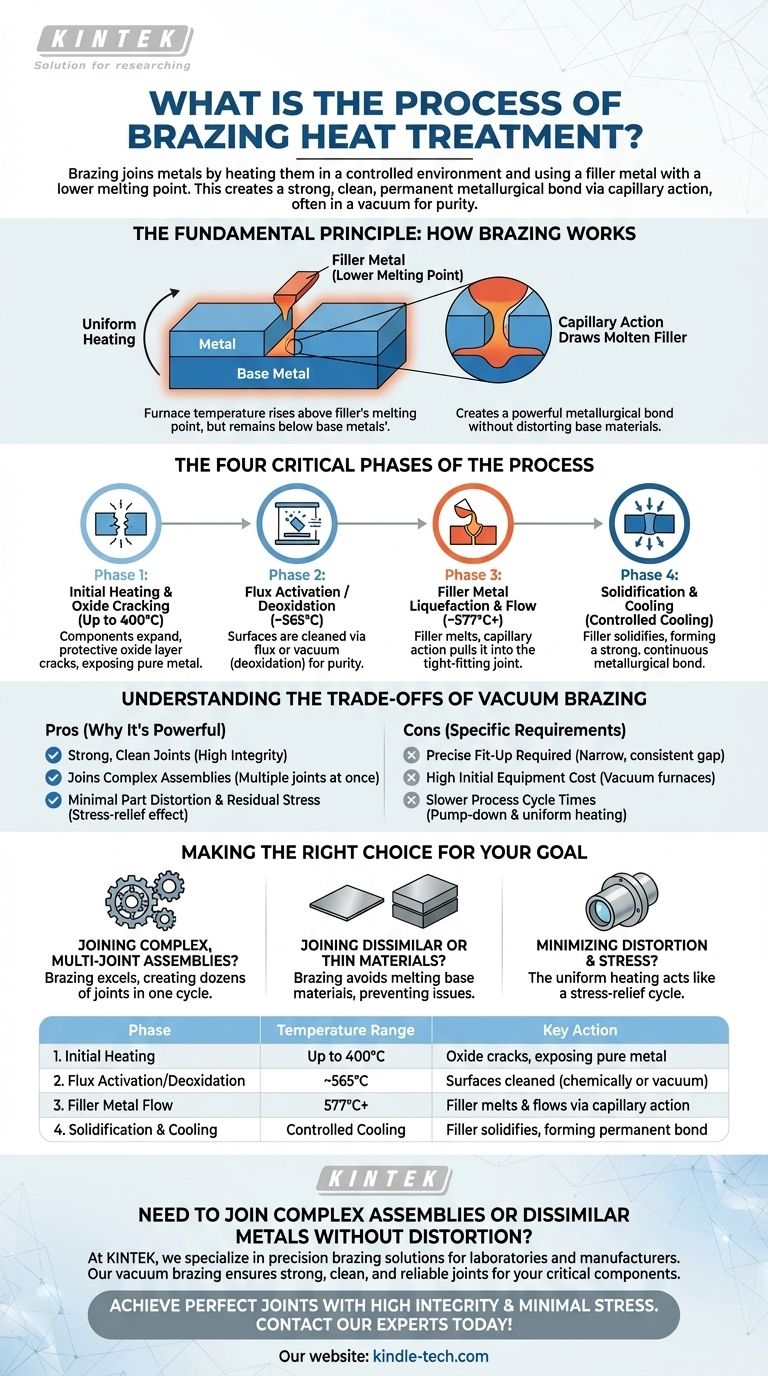
Фундаментальный принцип: как работает пайка
Пайка основана на нескольких ключевых принципах, которые отличают ее от сварки или мягкой пайки. Понимание этих основ имеет решающее значение для оценки ее ценности.
Нагрев ниже точки плавления основного металла
Вся сборка — соединяемые компоненты и припой — нагревается равномерно. Ключевым моментом является то, что температура печи поднимается выше точки плавления припоя, но остается значительно ниже точки плавления основных металлов.
Критическая роль припоя
Специализированный припой, или наполнитель, выбирается на основе основных материалов. Этот припой предназначен для плавления при точной, более низкой температуре, чем соединяемые детали.
Капиллярное действие — это двигатель
Когда припой плавится, он становится жидкостью, которая естественным образом затягивается в узкий зазор между заготовками. Это явление, известное как капиллярное действие, обеспечивает полное и равномерное заполнение всего соединения.
Формирование металлургической связи
По мере охлаждения сборки припой затвердевает. Он не просто действует как клей; он слегка диффундирует в поверхность основных металлов, образуя прочную, постоянную металлургическую связь, которая часто может быть такой же прочной, как и сами материалы.
Четыре критические фазы процесса
Хотя принцип прост, выполнение представляет собой точный, многоступенчатый термический процесс. Используя пайку алюминия в качестве распространенного примера, фазы четко определяются температурой.
Фаза 1: Начальный нагрев и растрескивание оксида (до 400°C)
По мере нагрева компоненты расширяются с разной скоростью. Это дифференциальное расширение приводит к растрескиванию и разрушению хрупкого, защитного оксидного слоя (например, оксида алюминия) на поверхности металла, обнажая чистый металл.
Фаза 2: Активация флюса или раскисление (~565°C)
При традиционной пайке на этой стадии плавится химический флюс для очистки поверхностей. При вакуумной пайке это тот момент, когда высокая температура и низкое давление совместно работают для раскисления металлов и удаления загрязнений без какой-либо химической помощи.
Фаза 3: Разжижение и растекание припоя (~577°C и выше)
Это ключевое событие. Температура печи превышает точку плавления припоя, в результате чего он превращается в жидкость. Немедленно капиллярное действие затягивает расплавленный сплав в подготовленный шов между заготовками.
Фаза 4: Затвердевание и охлаждение
После заданного времени при температуре пайки для обеспечения полного растекания сборка тщательно охлаждается. Припой затвердевает, создавая окончательное, чистое и непрерывное паяное соединение.
Понимание компромиссов вакуумной пайки
Хотя вакуумная пайка является мощным методом, она не является универсальным решением. Ее эффективность зависит от понимания ее специфических требований и ограничений.
Требование к точной подгонке
Пайка полностью зависит от капиллярного действия. Это означает, что зазор между соединяемыми деталями должен быть чрезвычайно малым и постоянным, часто всего несколько тысячных долей дюйма. Плохая подгонка приведет к неполному или слабому соединению.
Высокие первоначальные затраты на оборудование
Вакуумные печи и связанные с ними системы управления представляют собой значительные капитальные вложения. Это делает процесс более подходящим для дорогостоящих компонентов или крупносерийного производства, где затраты могут быть амортизированы.
Более медленное время цикла процесса
Необходимость откачки до глубокого вакуума, равномерного нагрева и контролируемого охлаждения означает, что время цикла пайки обычно дольше, чем для таких процессов, как ручная сварка.
Правильный выбор для вашей цели
Выбор правильного процесса соединения полностью зависит от конкретных требований вашего применения.
- Если ваша основная цель — чистое соединение сложных многошовных узлов: Пайка идеальна, так как она может создавать десятки или даже сотни соединений одновременно за один цикл печи.
- Если ваша основная цель — соединение разнородных металлов или очень тонких материалов: Пайка превосходит, потому что она позволяет избежать плавления основных материалов, предотвращая распространенные проблемы, которые делают сварку этих материалов трудной или невозможной.
- Если ваша основная цель — минимизация деформации деталей и остаточных напряжений: Равномерный нагрев и охлаждение в процессе пайки действуют как цикл снятия напряжений, что приводит к размерно стабильным и без напряжений конечным деталям.
В конечном итоге, пайка — это точный термический и металлургический процесс, выбираемый тогда, когда целостность соединения, чистота и сохранение материала имеют первостепенное значение.
Сводная таблица:
| Фаза | Диапазон температур | Ключевое действие |
|---|---|---|
| 1. Начальный нагрев | До 400°C | Оксидный слой растрескивается, обнажая чистый металл |
| 2. Активация флюса/Раскисление | ~565°C | Поверхности очищаются (химически или вакуумом) |
| 3. Течение припоя | 577°C+ | Припой плавится и течет в шов за счет капиллярного действия |
| 4. Затвердевание и охлаждение | Контролируемое охлаждение | Припой затвердевает, образуя постоянное металлургическое соединение |
Нужно соединить сложные узлы или разнородные металлы без деформации?
В KINTEK мы специализируемся на прецизионных решениях для пайки для лабораторий и производителей. Наш опыт в процессах вакуумной пайки обеспечивает прочные, чистые и надежные соединения для ваших наиболее критичных компонентов. Независимо от того, работаете ли вы со сложными многошовными узлами или чувствительными тонкими материалами, наше лабораторное оборудование и расходные материалы разработаны для обеспечения превосходных результатов.
Позвольте нам помочь вам достичь идеальных соединений с высокой целостностью и минимальным напряжением. Свяжитесь с нашими экспертами по пайке сегодня, чтобы обсудить ваши конкретные потребности!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Графитовая вакуумная печь для термообработки 2200 ℃
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки молибдена
Люди также спрашивают
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?



















