Определенная минимальная температура плавления для присадочного материала, чтобы он был классифицирован для пайки твердым припоем, составляет 450°C (840°F). Эта температура является международно признанной разделительной линией, отделяющей пайку твердым припоем от низкотемпературного процесса пайки мягким припоем. Чтобы процесс считался пайкой твердым припоем, присадочный металл должен плавиться и течь выше этой точки, но всегда ниже точки плавления соединяемых основных металлов.
Основной принцип заключается не только в самой температуре, но и в том, что она представляет. Порог в 450°C (840°F) отличает пайку твердым припоем — процесс, который создает прочное, металлургически связанное соединение посредством капиллярного действия, — от пайки мягким припоем, которая обычно приводит к более слабому, поверхностному соединению.

Почему 450°C является критическим порогом
Понимание этой конкретной температуры раскрывает фундаментальную физику, определяющую весь процесс соединения. Это граничное условие, которое диктует выбор материалов, оборудования и результирующую прочность конечной сборки.
Определение пайки твердым припоем и пайки мягким припоем
Американское общество сварщиков (AWS) официально определяет пайку твердым припоем как группу процессов соединения, которые используют присадочный металл с температурой ликвидуса (плавления) выше 450°C (840°F).
И наоборот, любой аналогичный процесс с использованием присадочного металла, который плавится ниже этой температуры, определяется как пайка мягким припоем. Это различие имеет решающее значение для выбора материалов и инженерных спецификаций.
Роль основного металла
Ключевой принцип пайки твердым припоем заключается в том, что соединяемые основные металлы не плавятся. Процесс основан на нагреве соединения до температуры, достаточно высокой для расплавления припоя, но достаточно низкой, чтобы основные детали — такие как сталь, медь или латунь — оставались твердыми.
Это основное различие между пайкой твердым припоем и сваркой, где основные металлы плавятся и сплавляются вместе.
Как образуется металлургическое соединение
Тепло, используемое при пайке твердым припоем (выше 450°C), достаточно для создания прочного металлургического соединения между припоем и основными металлами.
При этих температурах жидкий припой втягивается в плотно прилегающее соединение капиллярным действием. Затем он сплавляется с тонким слоем основного металла, создавая после охлаждения постоянное соединение, которое часто прочнее самого припоя.
Компромиссы низкотемпературной пайки твердым припоем
Хотя 450°C является минимумом, существует постоянное инженерное стремление разрабатывать сплавы, работающие при максимально низких температурах в диапазоне пайки твердым припоем. Однако это стремление сопряжено со значительными компромиссами.
Стремление к более низким температурам
Работа при более низких температурах снижает риск термической деформации основных деталей, экономит энергию и может ускорить производственные циклы. Это делает разработку эффективных низкотемпературных припоев для пайки твердым припоем весьма желательной целью.
Компромисс в производительности
Как отмечается в лабораторных исследованиях, многие экспериментальные низкотемпературные припои для пайки твердым припоем еще не соответствуют промышленным требованиям.
Эти специализированные сплавы часто жертвуют критическими свойствами, такими как коррозионная стойкость и механическая прочность, для достижения более низкой температуры плавления. Это делает их непригодными для многих требовательных применений.
Важность флюса
Флюс — это химическое соединение, используемое для очистки и защиты основных металлов от окисления во время нагрева, что необходимо для правильного растекания присадочного металла.
Флюс должен иметь диапазон плавления и активации, совместимый с присадочным металлом. Например, некоторые распространенные флюсы активируются при температуре около 565°C (1049°F), что означает, что они подходят только для припоев, которые плавятся при этой температуре или выше.
Правильный выбор для вашего применения
Ваш выбор процесса соединения полностью зависит от требуемой прочности, условий эксплуатации и свойств материалов конечной сборки.
- Если ваша основная цель — максимальная прочность соединения и высокая температурная стойкость: Пайка твердым припоем — правильный выбор, используйте сплавы, которые работают значительно выше минимальных 450°C.
- Если ваша основная цель — соединение термочувствительных компонентов или минимизация термической деформации: Пайка мягким припоем, которая работает ниже порога 450°C, является подходящим процессом.
- Если вы изучаете специализированные низкотемпературные применения: Имейте в виду, что экспериментальные низкотемпературные припои для пайки твердым припоем требуют тщательной проверки их механических и химических свойств перед промышленным использованием.
Понимание этого фундаментального температурного порога является первым шагом к выбору надежной и эффективной стратегии соединения для вашего проекта.
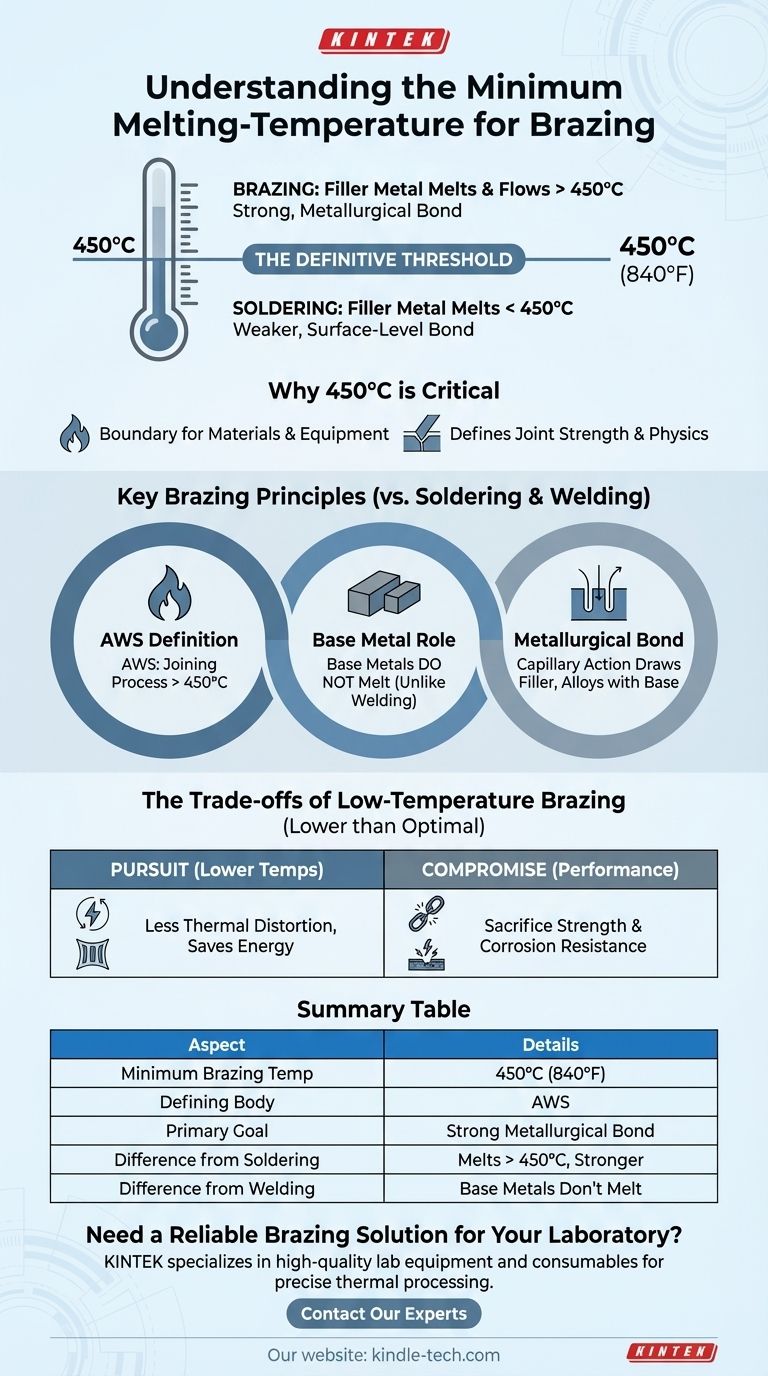
Сводная таблица:
| Ключевой аспект | Подробности |
|---|---|
| Минимальная температура пайки твердым припоем | 450°C (840°F) |
| Определяющий орган | Американское общество сварщиков (AWS) |
| Основная цель | Создание металлургического соединения посредством капиллярного действия |
| Ключевое отличие от пайки мягким припоем | Присадочный металл плавится выше 450°C, создавая более прочные соединения |
| Ключевое отличие от сварки | Основные металлы не плавятся; плавится только присадочный металл |
Нужно надежное решение для пайки твердым припоем для вашей лаборатории?
Выбор правильных материалов и оборудования для пайки твердым припоем имеет решающее значение для получения прочных, долговечных соединений в ваших исследованиях или производстве. KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов, адаптированных к вашим точным потребностям в термической обработке.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения могут помочь вам оптимизировать процессы пайки твердым припоем, обеспечить стабильные результаты и повысить целостность ваших сборок.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Какие доступны размеры и толщины медной пены? Оптимизируйте свою тепловую и фильтрационную производительность
- Назначение медной фольги при тестировании натриевых батарей: ключ к измерению кулоновской эффективности и безопасности
- Для чего используется медная пена? Руководство по ее высокоэффективным тепловым и энергетическим применениям
- Дорогая ли металлическая пена? Разбираемся в высокой стоимости передовых материалов
- Каковы характеристики медной пены? Раскройте потенциал высокоэффективных тепловых и электрических решений
