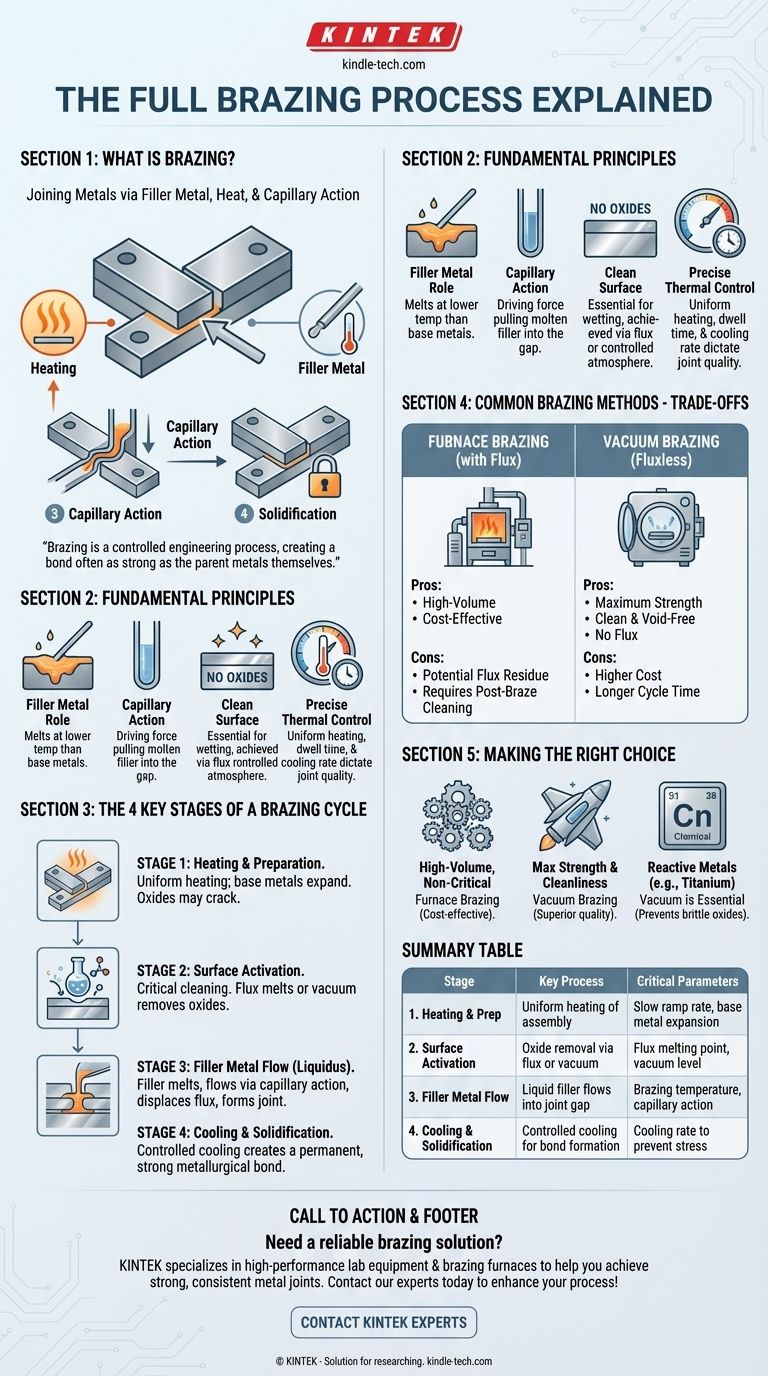
По своей сути, процесс пайки — это метод соединения металлов путем их нагрева и использования присадочного металла, который плавится при более низкой температуре, чем основные металлы. Расплавленный присадочный металл затягивается в узкий зазор между деталями за счет капиллярного действия и при охлаждении затвердевает, образуя прочное, постоянное металлургическое соединение. Вся эта последовательность выполняется под точным термическим контролем для обеспечения целостности конечного соединения.
Пайка — это больше, чем просто плавление присадочного материала. Это контролируемый инженерный процесс, который основан на взаимодействии чистых поверхностей, точной температуры и физической силы капиллярного действия для создания соединения, которое часто так же прочно, как и сами основные металлы.
Фундаментальные принципы пайки
Чтобы полностью понять процесс пайки, необходимо усвоить основные принципы, которые определяют его успех. Это не простая операция склеивания, а сложное взаимодействие на молекулярном уровне.
Роль присадочного металла
Весь процесс зависит от присадочного металла, также называемого паяльным сплавом. Он специально разработан для того, чтобы иметь температуру плавления ниже, чем у соединяемых основных металлов. Это гарантирует, что соединяемые компоненты не расплавятся и не деформируются во время процесса.
Капиллярное действие: движущая сила
Пайка работает благодаря явлению, называемому капиллярным действием. Между двумя заготовками создается очень маленький, равномерный зазор. Когда присадочный металл плавится и становится жидким, он автоматически втягивается в этот зазор, полностью заполняя соединение независимо от ориентации силы тяжести.
Важность чистой поверхности
Для образования прочного соединения расплавленный присадочный металл должен быть способен "смачивать" поверхности основных металлов. Это возможно только в том случае, если поверхности полностью свободны от оксидов и загрязнений. Процессы пайки достигают этого одним из двух способов: флюсом или контролируемой атмосферой.
Точный термический контроль
Последним критическим элементом является контроль тепла. Сборка должна быть равномерно нагрета до "температуры пайки" — выше точки плавления присадочного металла, но ниже точки плавления основных металлов. Время выдержки при этой температуре и последующая скорость охлаждения являются важными параметрами, которые определяют конечную прочность и микроструктуру соединения.
Четыре ключевых этапа цикла пайки
Хотя конкретные параметры варьируются, почти каждая операция пайки следует последовательному четырехстадийному термическому циклу.
Этап 1: Нагрев и подготовка
Вся сборка медленно и равномерно нагревается. По мере повышения температуры основные металлы расширяются. В процессах с использованием флюса это термическое расширение может привести к растрескиванию хрупкого оксидного слоя на поверхности металла, обеспечивая первоначальный путь для проникновения флюса.
Этап 2: Активация поверхности
Это наиболее критическая фаза очистки.
- При пайке с флюсом флюс плавится (например, при 565-572°C для алюминия) и становится химически активным, агрессивно растворяя и вытесняя поверхностные оксиды.
- При вакуумной пайке сама низкотемпературная среда служит этой цели, деоксидируя металлы и испаряя загрязняющие вещества.
Этап 3: Течение присадочного металла (ликвидус)
По мере того как температура продолжает повышаться до заданной температуры пайки (например, 577-600°C для некоторых алюминиевых сплавов), присадочный металл плавится. Под действием капиллярного действия жидкий присадочный металл течет в чистый, узкий зазор между заготовками, вытесняя жидкий флюс и образуя соединение.
Этап 4: Охлаждение и затвердевание
Сборка охлаждается контролируемым образом. Присадочный металл затвердевает, создавая прочное, постоянное металлургическое соединение между двумя основными металлами. Правильное охлаждение предотвращает термические напряжения и обеспечивает желаемые свойства конечного соединения.
Понимание компромиссов: распространенные методы пайки
"Полный процесс" также включает понимание того, как он применяется, поскольку выбранный метод имеет значительные последствия.
Печная пайка (с флюсом или в атмосфере)
При печной пайке вся сборка помещается в печь и нагревается. Этот метод исключительно эффективен для крупносерийного производства, так как позволяет создавать тысячи соединений одновременно. При выполнении на открытом воздухе он требует использования флюса для защиты зоны соединения от окисления.
Основной компромисс — это потенциальное наличие остатков флюса. Эти остатки часто являются коррозионными и должны быть тщательно удалены в процессе после пайки, что добавляет этап и стоимость к процессу.
Вакуумная пайка (без флюса)
Вакуумная пайка выполняется внутри высоковакуумной камеры. Сам вакуум предотвращает окисление, полностью исключая необходимость использования флюса. Это приводит к исключительно чистым, прочным и бездефектным соединениям, что делает его предпочтительным методом для критически важных, высокопроизводительных применений в аэрокосмической, медицинской и электронной промышленности.
Компромисс — это стоимость и время цикла. Вакуумные печи представляют собой значительные капиталовложения, а процесс создания вакуума и выполнения термического цикла медленнее, чем печная пайка в атмосферных условиях.
Правильный выбор для вашей цели
Понимание полного процесса позволяет выбрать правильный подход, исходя из конкретных требований вашего проекта к стоимости, объему и производительности.
- Если ваша основная задача — крупносерийное производство некритических деталей: Традиционная печная пайка с флюсом часто является наиболее экономически эффективным методом, но обязательно учитывайте требования к очистке после пайки.
- Если ваша основная задача — максимальная прочность и чистота соединения: Вакуумная пайка является превосходным выбором, обеспечивая превосходные результаты за счет исключения риска захвата флюса и загрязнения.
- Если вы соединяете реактивные металлы, такие как титан или суперсплавы: Контролируемая атмосфера, особенно вакуум, не является необязательной — она необходима для предотвращения образования хрупких оксидов, которые могут нарушить целостность соединения.
Освоение процесса пайки означает проектирование соединения с самого начала путем контроля этих фундаментальных переменных для достижения надежного и прочного соединения.
Сводная таблица:
| Этап | Ключевой процесс | Критические параметры |
|---|---|---|
| 1. Нагрев и подготовка | Равномерный нагрев сборки | Медленная скорость нарастания, расширение основного металла |
| 2. Активация поверхности | Удаление оксидов с помощью флюса или вакуума | Температура плавления флюса, уровень вакуума |
| 3. Течение присадочного металла | Жидкий присадочный металл течет в зазор соединения | Температура пайки, капиллярное действие |
| 4. Охлаждение и затвердевание | Контролируемое охлаждение для образования связи | Скорость охлаждения для предотвращения напряжений |
| Сравнение методов | Печная пайка | Вакуумная пайка |
| Высокообъемная, экономичная | Максимальная прочность, без флюса, чисто | |
| Требует очистки от флюса после пайки | Более высокая стоимость, более длительное время цикла |
Нужно надежное решение для пайки для вашей лаборатории или производственной линии? KINTEK специализируется на высокопроизводительном лабораторном оборудовании, включая паяльные печи и расходные материалы, чтобы помочь вам достичь прочных, стабильных металлических соединений. Независимо от того, требуется ли вам крупносерийная печная пайка или прецизионная вакуумная пайка для критически важных применений, наш опыт гарантирует оптимальные результаты. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные требования к пайке и узнать, как KINTEK может улучшить ваш процесс соединения.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитировочная печь сверхвысоких температур в вакууме
- Вертикальная высокотемпературная вакуумная графитизационная печь
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля



















