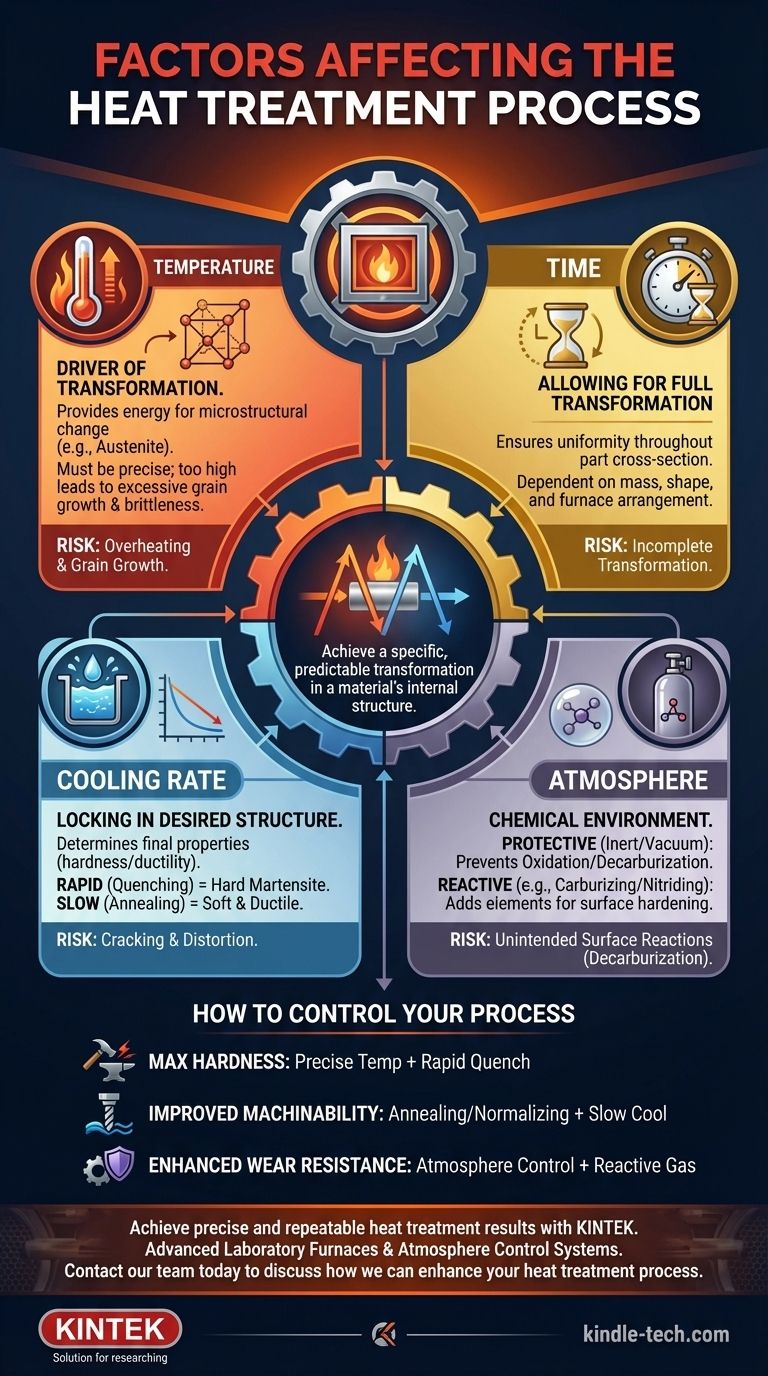
Успех любого процесса термообработки зависит от точного контроля четырех фундаментальных факторов. Это температура нагрева, время выдержки при этой температуре, скорость охлаждения и состав атмосферы печи. Каждая переменная напрямую влияет на конечную микроструктуру материала, что, в свою очередь, определяет его механические свойства, такие как твердость, ударная вязкость и пластичность.
Термообработка — это не просто цикл нагрева и охлаждения. Это контролируемый металлургический процесс, в котором взаимодействие температуры, времени, охлаждения и атмосферы регулируется для достижения специфического, предсказуемого преобразования внутренней структуры материала.

Основные столпы термообработки
Для достижения стабильных и надежных результатов вы должны понимать, как каждый основной фактор вызывает металлургические изменения внутри заготовки. Это не независимые переменные; они глубоко взаимосвязаны.
Температура: Двигатель трансформации
Температура обеспечивает тепловую энергию, необходимую для инициирования изменений в кристаллической структуре материала, или микроструктуре. Для сталей это обычно включает нагрев до температуры, при которой структура превращается в аустенит.
Выбранная температура должна быть достаточно высокой, чтобы вызвать желаемое превращение, но контролируемой, чтобы предотвратить негативные эффекты, такие как чрезмерный рост зерна, который может сделать материал хрупким.
Время: Обеспечение полного превращения
Время выдержки — это продолжительность, в течение которой заготовка поддерживается при пиковой температуре. Его цель — обеспечить равномерное протекание термических и химических изменений по всему поперечному сечению детали.
Это не фиксированное число. Оно напрямую зависит от массы, формы и расположения заготовки в печи. Более крупные детали или сложные детали с толстыми секциями требуют более длительного времени выдержки, чтобы обеспечить достижение сердцевиной той же температуры, что и поверхность.
Скорость охлаждения: Фиксация желаемой структуры
Скорость, с которой материал охлаждается от температуры обработки, определяет конечную микроструктуру и, следовательно, его свойства. Это, пожалуй, самый критический шаг в определении результата.
Быстрое охлаждение, или закалка (например, в воде или масле), фиксирует материал в твердом, хрупком состоянии, таком как мартенсит. Медленное охлаждение, или отжиг (например, охлаждение в печи), позволяет структуре перестроиться в мягкое, пластичное состояние.
Атмосфера: Химическая среда
Газ внутри печи — это не просто среда для теплопередачи; это активный химический агент. Атмосфера печи выполняет одну из двух основных функций.
Во-первых, она может быть защитной. Вакуум или инертный газ, такой как аргон, предотвращает поверхностные реакции, такие как окисление (образование окалины) и обезуглероживание, сохраняя целостность поверхности заготовки.
Во-вторых, она может быть реактивной. Газообразные среды могут быть намеренно введены для химического изменения поверхности детали, как это видно в таких процессах, как цементация или азотирование, которые добавляют углерод или азот для создания твердого, износостойкого слоя.
Понимание компромиссов и рисков
Неспособность контролировать любой из основных факторов может привести к выходу деталей из строя, потере ресурсов и нестабильной работе. Понимание этих распространенных режимов отказа имеет важное значение для контроля процесса.
Перегрев и рост зерна
Использование слишком высокой температуры или слишком длительного времени выдержки может привести к чрезмерному росту кристаллических зерен в металле. Это необратимо снижает ударную вязкость и пластичность материала, делая его хрупким, даже если показания твердости кажутся правильными.
Неполное превращение
Недостаточное время выдержки или температура означают, что сердцевина детали никогда полностью не превращается. Это приводит к получению компонента с твердой поверхностью, но мягкой, слабой сердцевиной, что приводит к преждевременному разрушению под нагрузкой.
Растрескивание и деформация
Наиболее частой причиной растрескивания является слишком высокая скорость охлаждения для геометрии детали. Экстремальное термическое напряжение, возникающее, когда поверхность сжимается намного быстрее, чем сердцевина, может физически разорвать материал.
Непреднамеренные поверхностные реакции
Если атмосфера печи не контролируется должным образом, произойдут нежелательные химические реакции. Обезуглероживание, потеря углерода с поверхности стали, делает поверхность мягкой и неспособной достичь желаемой твердости, что снижает износостойкость.
Как контролировать свой процесс
Ваш подход к термообработке должен определяться вашей конечной целью для материала. Различные свойства требуют различных комбинаций этих основных факторов.
- Если ваша основная цель — максимизация твердости: Вам необходим точный контроль температуры для образования полного аустенита, за которым следует быстрая и агрессивная закалка, разработанная для этого конкретного сплава.
- Если ваша основная цель — улучшение обрабатываемости (смягчение): Вы будете использовать процесс отжига или нормализации, который включает нагрев детали, а затем обеспечение очень медленной и контролируемой скорости охлаждения.
- Если ваша основная цель — повышение износостойкости поверхности: Вашей критической переменной является атмосфера печи, использующая активную газовую смесь для цементации или азотирования для упрочнения только поверхностного слоя.
Освоение целенаправленного контроля этих переменных является ключом к раскрытию полного потенциала ваших материалов.
Сводная таблица:
| Фактор | Роль в процессе | Ключевое соображение |
|---|---|---|
| Температура | Обеспечивает микроструктурное превращение (например, в аустенит) | Должна быть достаточно высокой для превращения, но контролируемой для предотвращения роста зерна. |
| Время выдержки | Обеспечивает равномерное превращение по всей детали | Зависит от массы детали, формы и загрузки печи. |
| Скорость охлаждения | Определяет конечную микроструктуру и свойства (твердость/пластичность) | Варьируется от быстрой закалки (мартенсит) до медленного отжига. |
| Атмосфера печи | Защищает поверхность или химически изменяет ее (например, цементация) | Может быть инертной (защитной) или реактивной (поверхностное упрочнение). |
Достигайте точных и воспроизводимых результатов термообработки с KINTEK.
Независимо от того, является ли вашей целью максимальная твердость, улучшенная обрабатываемость или превосходная износостойкость поверхности, правильное оборудование имеет важное значение для контроля температуры, времени, скорости охлаждения и атмосферы. KINTEK специализируется на передовых лабораторных печах и системах контроля атмосферы, разработанных для металлургических исследований и производства.
Позвольте нашим экспертам помочь вам выбрать идеальное решение для вашего конкретного материала и потребностей применения. Свяжитесь с нашей командой сегодня, чтобы обсудить, как мы можем улучшить ваш процесс термообработки.
Визуальное руководство
Связанные товары
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки молибдена
- Графитовая вакуумная печь для термообработки 2200 ℃
- Печь с контролируемой атмосферой 1400℃ с азотной и инертной атмосферой
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Какова основная функция печи вакуумного нагрева? Оптимизация синтеза высокочистого Li2O
- Каковы три основных метода охлаждения вакуумной печи для термообработки? Оптимизация твердости и качества поверхности
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Какие бывают отказы, связанные с операциями термообработки? Предотвращение деформации, растрескивания и мягких пятен



















