В большинстве практических применений правильно выполненное паяное алюминиевое соединение часто оказывается прочнее и надежнее сварного. Хотя идеальный сварной шов теоретически может соответствовать прочности основного металла, интенсивный, локализованный нагрев при сварке часто ослабляет окружающий алюминий, создавая точку отказа. Пайка использует более низкий, более равномерно распределенный нагрев, сохраняя целостность основного металла и создавая соединение, которое может быть прочнее самого алюминия.
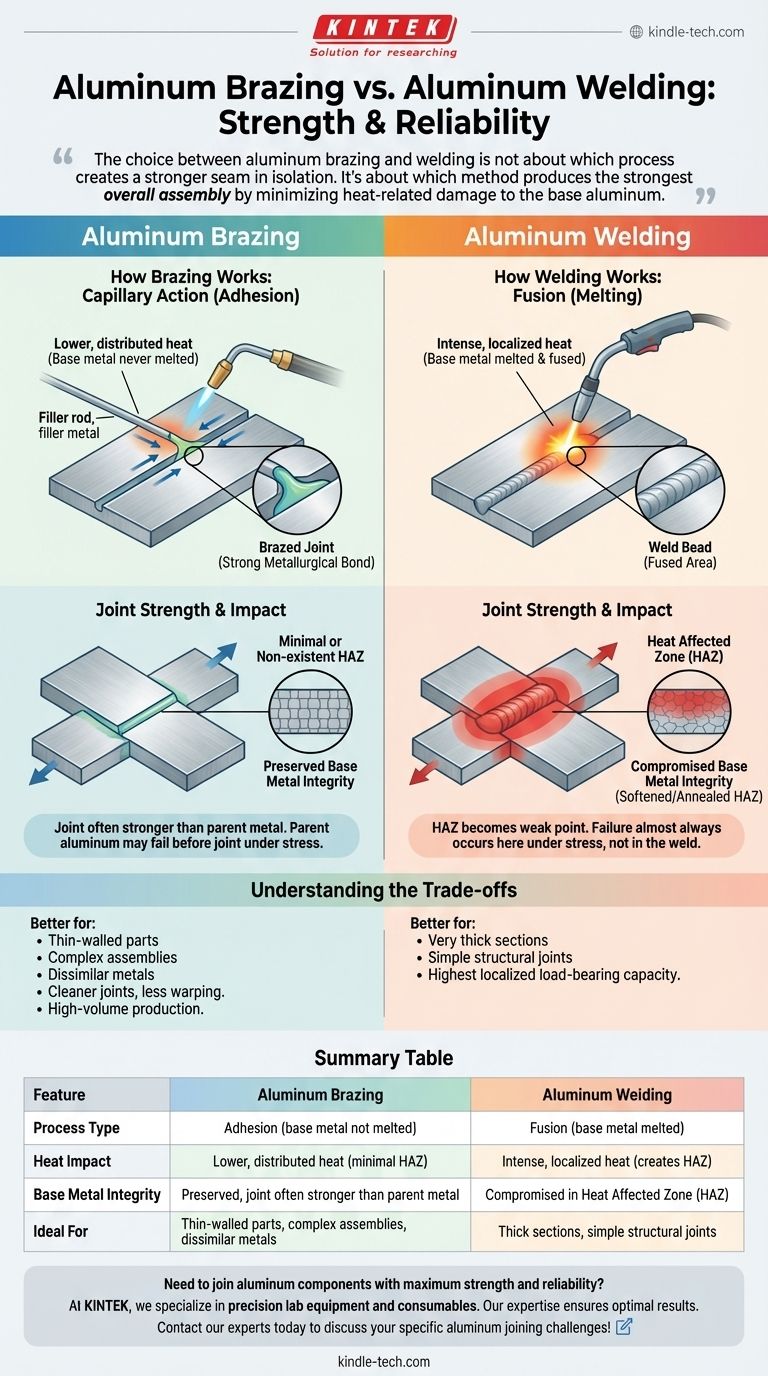
Выбор между алюминиевой пайкой и сваркой заключается не в том, какой процесс создает более прочный шов сам по себе. Речь идет о том, какой метод обеспечивает самую прочную общую сборку, минимизируя тепловое повреждение основного алюминия.

Фундаментальное различие: Слияние против Адгезии
Чтобы понять сравнение прочности, вы должны сначала понять, как работает каждый процесс. Основное различие заключается в их взаимодействии с основным металлом.
Как работает сварка: Слияние
Сварка соединяет металлы путем их плавления и слияния, часто с использованием совместимого присадочного материала.
Это создает единую, непрерывную деталь из металла. Цель состоит в достижении металлургической связи, при которой сварной шов становится неотъемлемой частью основного материала.
Как работает пайка: Капиллярное действие
Пайка соединяет металлы с использованием присадочного материала, который имеет более низкую температуру плавления, чем основной металл.
Детали из основного алюминия нагреваются, но никогда не плавятся. Присадочный металл плавится, втягивается в плотно прилегающий зазор за счет капиллярного действия и образует исключительно прочное металлургическое соединение при охлаждении.
Прямое сравнение прочности соединения
Спор о прочности касается не самого соединения, а того, как процесс влияет на материал вокруг него. Это особенно важно для термически обработанных алюминиевых сплавов.
Прочность сварного соединения
Идеальный TIG или MIG сварной шов на алюминии может быть очень прочным. Зона сплавления может соответствовать пределу прочности основного металла.
Однако проблема не в самом сварном шве.
Влияние зоны термического влияния (ЗТВ)
Интенсивный, концентрированный нагрев при сварке создает зону термического влияния (ЗТВ) в области, непосредственно окружающей сварной шов.
В этой зоне закалка алюминия нарушается — он фактически отжигается и размягчается. Эта ЗТВ становится слабым местом сборки, и почти всегда именно здесь произойдет разрушение под нагрузкой, а не в самом сварном шве.
Прочность паяного соединения
Пайка использует значительно более низкие температуры, которые более равномерно распределяются по соединению.
Этот процесс гораздо менее сильно влияет на основную закалку алюминия, что приводит к минимальной или отсутствующей ЗТВ. Хорошо спроектированное паяное соединение настолько прочно, что при разрушающем испытании основной алюминий рядом с соединением часто разрушается раньше, чем сам паяный шов.
Понимание компромиссов
Ни один из процессов не является универсально "лучшим". Оптимальный выбор диктуется конкретными требованиями применения.
Когда сварка является лучшим выбором
Сварка часто предпочтительна для очень толстых секций или простых конструкционных соединений, где ЗТВ может быть управляема с помощью проектирования или термической обработки после сварки. Она превосходна в применениях, требующих максимально возможной несущей способности в локализованном шве.
Когда пайка является лучшим выбором
Пайка превосходит сварку для тонкостенных деталей, где сварка могла бы вызвать прожог или деформацию. Она также идеальна для сложных сборок и обеспечивает более чистые, более однородные соединения с меньшей необходимостью в последующей обработке. Ее способность соединять разнородные металлы является еще одним значительным преимуществом.
Требования к навыкам и подготовке
Оба процесса требуют чрезвычайно высокого уровня чистоты. Однако сварка алюминия, как известно, сложна и требует высокой степени мастерства оператора для управления нагревом и предотвращения дефектов. Пайка может быть более воспроизводимым и контролируемым процессом, что делает ее более подходящей для крупносерийного производства.
Правильный выбор для вашего применения
Чтобы выбрать правильный метод, переключите свое внимание с "что прочнее" на "что лучше служит цели моего проекта".
- Если ваша основная цель — высокая прочность на толстых, простых деталях: Высококачественная сварка может быть подходящей, но вы должны учитывать ослабленную зону термического влияния.
- Если ваша основная цель — сохранение целостности основного металла и минимизация деформации: Пайка является лучшим выбором, что приводит к более надежной общей сборке.
- Если вы работаете с тонкими материалами или сложными геометриями: Пайка предлагает гораздо больший контроль и значительно снижает риск деформации и повреждений.
В конечном итоге, лучший метод соединения — это тот, который поддерживает прочность и целостность всей готовой детали.
Сводная таблица:
| Характеристика | Алюминиевая пайка | Алюминиевая сварка |
|---|---|---|
| Тип процесса | Адгезия (основной металл не плавится) | Слияние (основной металл плавится) |
| Тепловое воздействие | Более низкий, распределенный нагрев (минимальная ЗТВ) | Интенсивный, локализованный нагрев (создает ЗТВ) |
| Целостность основного металла | Сохраняется, соединение часто прочнее основного металла | Нарушается в зоне термического влияния (ЗТВ) |
| Идеально для | Тонкостенные детали, сложные сборки, разнородные металлы | Толстые секции, простые конструкционные соединения |
Нужно соединить алюминиевые компоненты с максимальной прочностью и надежностью?
В KINTEK мы специализируемся на прецизионном лабораторном оборудовании и расходных материалах для применения в области соединения материалов. Наш опыт гарантирует достижение оптимальных результатов, будь то пайка или сварка. Позвольте нам помочь вам выбрать правильные инструменты и материалы для превосходной целостности соединения.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные задачи по соединению алюминия!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
- Графитировочная печь сверхвысоких температур в вакууме
- Высокотемпературная лабораторная трубчатая печь высокого давления
Люди также спрашивают
- Какова одна из причин, по которой пайка твердым припоем предпочтительнее других методов соединения? Соединение разнородных материалов без их расплавления
- Каковы преимущества пайки по сравнению со сваркой? Достижение чистого соединения металлов с минимальными деформациями
- Что такое основы пайки? Руководство по прочному соединению металлов при низких температурах
- Что такое процесс пайки для ремонта? Низкотемпературное решение для прочного и бесшовного соединения металлов
- Какие два разнородных металла можно соединить пайкой? Сталь и медь: объяснение



















