Да, вы можете как паять, так и паять твердым припоем нержавеющую сталь, но это требует особого подхода, который отличается от соединения низкоуглеродистой стали. Ключом к успешному соединению является не сам процесс, а то, как вы подготавливаете поверхность и управляете окружающей средой, чтобы преодолеть присущие материалу свойства.
Основная проблема при соединении нержавеющей стали — это ее защитный слой оксида хрома. Эта невидимая, самовосстанавливающаяся пленка придает металлу коррозионную стойкость, но также действует как барьер, который препятствует связыванию припоя или твердого припоя с основным металлом. Успешное соединение возможно только в том случае, если этот оксидный слой либо химически удален, либо предотвращено его образование в процессе нагрева.

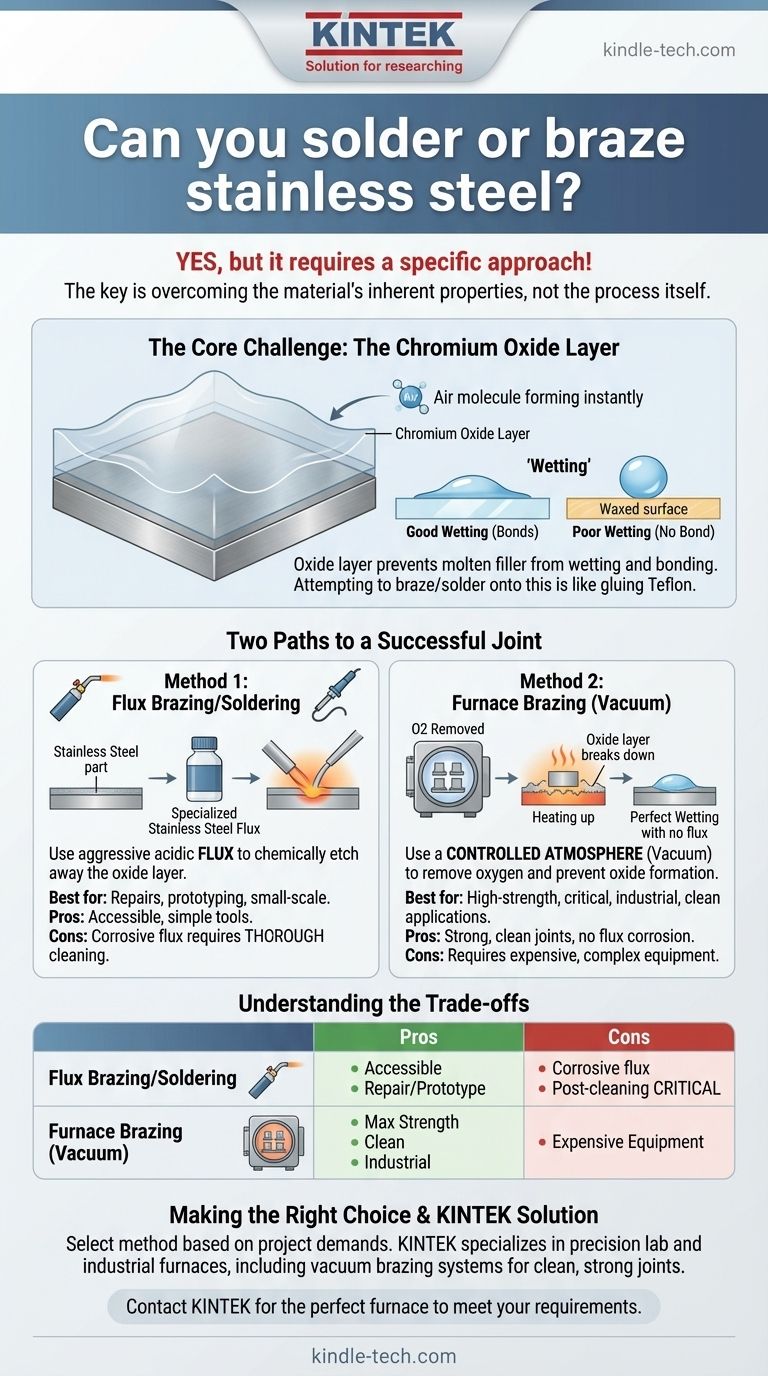
Основная проблема: слой оксида хрома
Определяющей характеристикой нержавеющей стали является ее устойчивость к ржавчине и коррозии. Это свойство обусловлено тонким, прозрачным и невероятно прочным слоем оксида хрома, который мгновенно образуется на ее поверхности при контакте с воздухом.
Что такое «смачивание»?
Для прочного паяного или паяного твердым припоем соединения расплавленный присадочный металл должен «смачивать» поверхности соединяемых деталей. Смачивание — это способность жидкости растекаться по твердой поверхности и прилипать к ней, подобно тому, как вода растекается по чистому стеклу, а не собирается каплями на натертом воском автомобиле.
Почему оксидный слой препятствует смачиванию
Этот пассивный оксидный слой является неметаллическим и действует как барьер. Расплавленный присадочный металл не может смачивать или связываться с оксидом; он может связываться только с чистой нержавеющей сталью под ним. Попытка паять твердым припоем или паять на этот слой — это все равно что пытаться склеить два куска тефлона — клей просто не прилипнет.
Два пути к успешному соединению
Для достижения прочного соединения необходимо преодолеть слой оксида хрома. Для этого существуют две основные стратегии: использование активного химического флюса или контроль самой атмосферы.
Метод 1: Химическое удаление с помощью флюса
Для пайки и пайки твердым припоем горелкой решение состоит в использовании флюса. Однако стандартные флюсы, используемые для меди или низкоуглеродистой стали, недостаточно агрессивны.
Вы должны использовать специализированный флюс, предназначенный для нержавеющей стали. Обычно это более активное, кислотное соединение, которое химически травит оксидный слой по мере нагрева детали, обнажая чистый металл под ним для смачивания припоем.
Метод 2: Контроль атмосферы при пайке в печи
Для получения самых прочных и чистых соединений в промышленных процессах используется контролируемая атмосфера. Наиболее распространенным из них является вакуумная пайка.
При нагреве деталей в высокотемпературной вакуумной печи практически весь кислород удаляется из окружающей среды. Это не только предотвращает повторное образование оксидного слоя при нагреве стали, но также может привести к разрушению существующего оксидного слоя, обеспечивая идеальное смачивание без какого-либо флюса.
Понимание компромиссов
Выбор правильного метода полностью зависит от вашего применения, требуемой прочности соединения и доступного оборудования. Ни один метод не является универсально превосходящим; они служат разным потребностям.
Пайка флюсом / Пайка: Плюсы и минусы
Это более доступный метод, подходящий для ремонта, прототипирования и мелкосерийных работ. Его можно выполнить с помощью простой горелки.
Основным недостатком является коррозионная природа флюса. После соединения абсолютно критично тщательно очистить все остатки флюса от соединения. Если его оставить, он будет разъедать нержавеющую сталь и вызывать сильную коррозию и потенциальный отказ соединения.
Пайка в печи (вакуумная): Плюсы и минусы
Этот метод позволяет получать исключительно прочные, чистые и эстетически совершенные соединения без риска коррозии от флюса. Это предпочтительный метод для критически важных применений в аэрокосмической, медицинской и высокотехнологичной промышленности.
Очевидным ограничением является оборудование. Вакуумные печи — это сложные, дорогие промышленные машины, что делает этот метод недоступным для большинства любителей или небольших мастерских.
Правильный выбор для вашей цели
Выберите метод соединения в зависимости от требований вашего проекта.
- Если ваша основная задача — мелкосерийный ремонт или неконструкционное применение: Используйте горелку со специализированным флюсом для нержавеющей стали для пайки или пайки твердым припоем и уделите первостепенное внимание тщательной очистке после пайки.
- Если ваша основная задача — максимальная прочность, чистота и повторяемость для коммерческого продукта: Пайка в печи, в частности вакуумная пайка, является окончательным и превосходным промышленным процессом.
В конечном итоге, успешное соединение нержавеющей стали — это вопрос уважения ее уникальной химии и выбора правильного инструмента для управления ее защитным оксидным слоем.
Сводная таблица:
| Метод | Ключевое требование | Лучше всего подходит для |
|---|---|---|
| Пайка флюсом / Пайка | Специализированный флюс для нержавеющей стали и тщательная очистка | Ремонт, прототипирование, мелкосерийные, неконструкционные работы |
| Пайка в печи (вакуумная) | Контролируемая, бескислородная атмосфера (вакуумная печь) | Высокопрочные, критически важные, чистые, промышленные применения |
Нужно надежное решение для пайки ваших компонентов из нержавеющей стали? Правильное оборудование имеет решающее значение для успеха. KINTEK специализируется на прецизионных лабораторных и промышленных печах, включая системы вакуумной пайки, которые обеспечивают чистые, прочные и безфлюсовые соединения. Наши эксперты помогут вам выбрать идеальную печь, отвечающую требованиям вашего проекта по прочности и чистоте. Свяжитесь с нашей командой сегодня, чтобы обсудить ваше применение и узнать, как KINTEK может улучшить ваш процесс соединения.
Визуальное руководство
Связанные товары
- Печь горячего прессования в вакууме, машина для горячего прессования, трубчатая печь
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
- Печь для вакуумной термообработки и печь для индукционной плавки с левитацией
Люди также спрашивают
- Каковы преимущества использования вакуумной печи горячего прессования? Превосходная плотность для композитов 2024Al/Gr/SiC в 2024 году
- Как печь для вакуумного горячего прессования способствует низкотемпературной спекаемости? Достижение превосходной плотности керамики
- Каковы преимущества вакуумной горячей прессовой печи для твердых электролитов LTPO? Повышение плотности и проводимости
- Какую основную функцию выполняет печь для вакуумного горячего прессования? Оптимизация уплотнения композитов из графита/меди
- Какие функции выполняет вакуумная горячая прессовая печь для заготовок Al6061/B4C? Достижение 100% уплотнения



















