Идеальная температура пайки нержавеющей стали не является фиксированным числом. Это тщательно подобранный диапазон, определяемый тремя критическими факторами: конкретным типом соединяемой нержавеющей стали, составом припоя и желаемыми конечными свойствами сборки. Выбор правильной температуры — это баланс, необходимый для обеспечения прочного соединения без ущерба для целостности основного металла.
Основная задача пайки нержавеющей стали состоит в том, чтобы найти температуру, достаточно высокую для расплавления припоя и обеспечения его надлежащего растекания, но достаточно низкую, чтобы избежать повреждения металлургической структуры и механических свойств стали. Эта температура является функцией материала, а не фиксированной константой.
Почему тип нержавеющей стали определяет температуру
Различные семейства нержавеющей стали по-разному реагируют на нагрев. Применение неправильного термического цикла может необратимо ослабить материал, даже если паяное соединение выглядит прочным.
Пайка аустенитных нержавеющих сталей (например, 304, 316)
Аустенитные стали являются наиболее распространенными и, как правило, более податливыми. Однако у них есть критический верхний температурный предел.
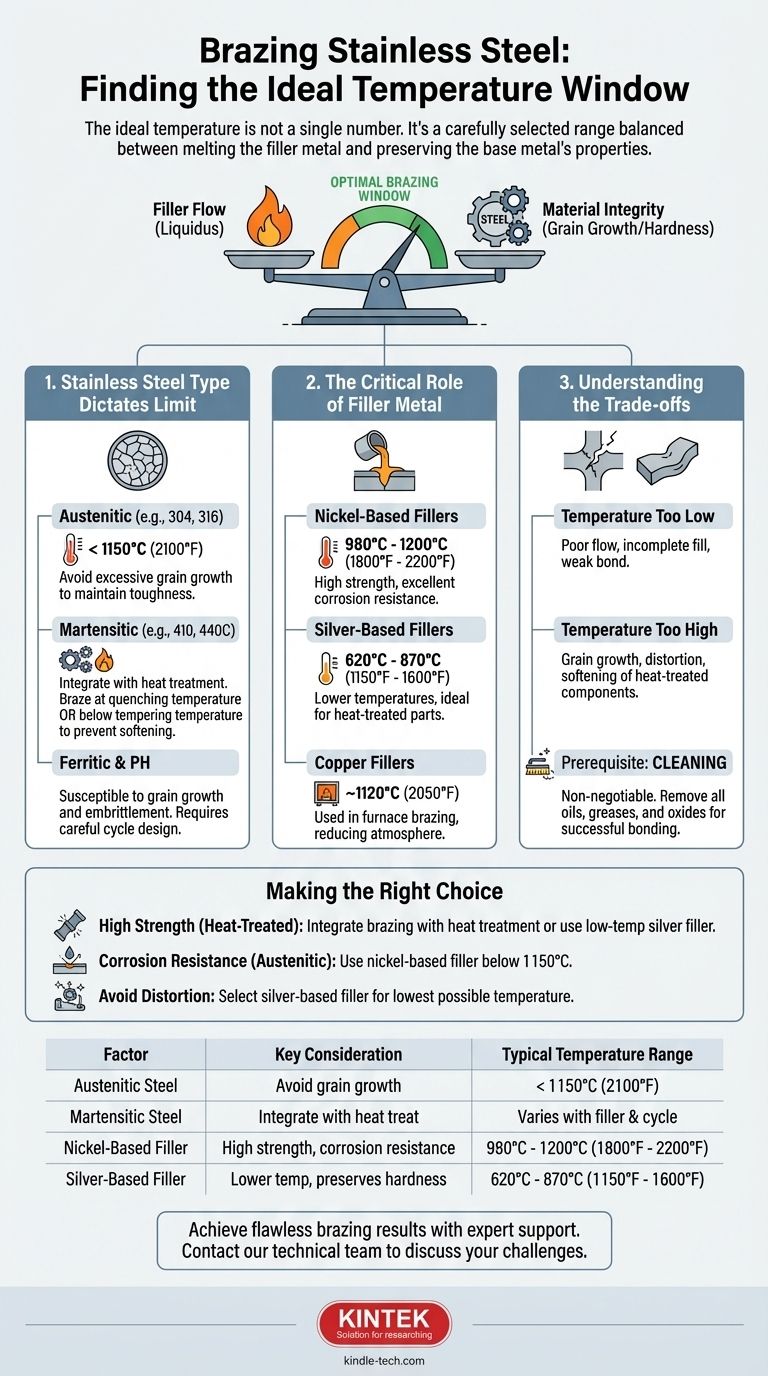
Основное ограничение — предотвращение чрезмерного роста зерна, который может снизить ударную вязкость и пластичность стали. По этой причине температура пайки не должна превышать 1150°C (2100°F).
Пайка мартенситных нержавеющих сталей (например, 410, 440C)
Это закаливаемые стали, и их свойства сильно зависят от термообработки. Пайка должна быть интегрирована с этой термообработкой для достижения успеха.
У вас есть две основные стратегии:
- Пайка при температуре закалки: Объедините этапы пайки и закалки, используя припой, который плавится при температуре аустенитизации (закалки) стали.
- Пайка ниже температуры отпуска: Если деталь уже закалена и отпущена, необходимо использовать низкотемпературный припой. Температура пайки должна оставаться ниже конечной температуры отпуска, чтобы предотвратить размягчение и потерю твердости.
Пайка ферритных и дисперсионно-твердеющих сталей
Ферритные стали (например, 430) также подвержены росту зерна при высоких температурах, что может вызвать значительную хрупкость.
Дисперсионно-твердеющие (PH) стали (например, 17-4 PH) ведут себя аналогично мартенситным маркам. Термический цикл пайки должен быть тщательно разработан, чтобы быть совместимым с конкретными циклами старения и обработки раствором стали для достижения требуемой прочности.
Критическая роль припоя
Припой — это вторая половина уравнения температуры. Процесс пайки должен происходить выше температуры ликвидуса припоя (точки, при которой он полностью расплавлен), чтобы обеспечить его растекание в соединение за счет капиллярного действия.
Распространенные семейства припоев
- Припои на основе никеля: Они очень распространены для нержавеющей стали благодаря их высокой прочности и отличной коррозионной стойкости. Обычно они требуют высоких температур пайки, часто в диапазоне 980°C до 1200°C (1800°F до 2200°F).
- Припои на основе серебра: Также известные как серебряный припой, эти сплавы позволяют значительно снизить температуры пайки, обычно 620°C до 870°C (1150°F до 1600°F). Они идеально подходят для термообработанных деталей, где сохранение твердости имеет решающее значение.
- Медные припои: Чистая медь часто используется при печной пайке в восстановительной атмосфере. Она требует высокой температуры, обычно около 1120°C (2050°F).
Понимание компромиссов
Выбор температуры — это управление рисками. Отклонение от оптимального диапазона в любом направлении приведет к отказу.
Последствия слишком низкой температуры
Если температура недостаточно высока для выбранного припоя, вы получите плохие результаты. Припой не расплавится и не растечется должным образом, что приведет к неполному заполнению соединения, плохому "смачиванию" основного металла и слабому, ненадежному соединению.
Последствия слишком высокой температуры
Превышение правильной температуры часто более опасно. Это может привести к необратимому повреждению нержавеющей стали, включая чрезмерный рост зерна, деформацию детали или размягчение термообработанных компонентов.
Неотъемлемое условие: очистка
Никакая температура или припой не могут компенсировать загрязненную поверхность. Нержавеющая сталь образует пассивный, прозрачный оксидный слой, который необходимо удалить. Все масла, смазки и оксиды должны быть тщательно удалены с поверхностей соединения непосредственно перед пайкой, чтобы припой мог соединиться с основным металлом.
Правильный выбор для вашей цели
Выберите температуру пайки, сначала определив свой материал и основную цель для готовой детали.
- Если ваша основная цель — высокая прочность термообработанной детали: Вы должны интегрировать цикл пайки с термообработкой, либо паяя при температуре закалки, либо используя низкотемпературный серебряный припой ниже температуры отпуска.
- Если ваша основная цель — коррозионная стойкость и общее применение (аустенитная сталь): Выберите припой на основе никеля и паяйте в диапазоне, который значительно ниже предела роста зерна 1150°C (2100°F).
- Если ваша основная цель — избежать деформации или термического повреждения чувствительной сборки: Выберите припой на основе серебра для выполнения пайки при максимально низкой температуре.
Понимая эти основные принципы, вы можете разработать надежный процесс пайки, специально адаптированный к вашим материалам и применению.
Сводная таблица:
| Фактор | Ключевое соображение | Типичный температурный диапазон |
|---|---|---|
| Аустенитная сталь (304, 316) | Избегать роста зерна | < 1150°C (2100°F) |
| Мартенситная сталь (410, 440C) | Интегрировать с термообработкой | Варьируется в зависимости от припоя и цикла термообработки |
| Припой на основе никеля | Высокая прочность, коррозионная стойкость | 980°C - 1200°C (1800°F - 2200°F) |
| Припой на основе серебра | Более низкая температура, сохраняет твердость | 620°C - 870°C (1150°F - 1600°F) |
Добейтесь безупречных результатов пайки нержавеющей стали с помощью экспертной поддержки.
Пайка нержавеющей стали требует точного контроля температуры и атмосферы для предотвращения повреждений и обеспечения целостности соединения. KINTEK специализируется на лабораторном оборудовании и расходных материалах, необходимых для успешных процессов пайки, от высокотемпературных печей до материалов для подготовки поверхности.
Позвольте нашему опыту помочь вам выбрать правильное оборудование и параметры для вашего конкретного типа нержавеющей стали и области применения. Свяжитесь с нашей технической командой сегодня, чтобы обсудить ваши проблемы с пайкой и обеспечить прочные, надежные соединения.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитовая вакуумная печь с нижним выгрузкой для графитации углеродных материалов
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
Люди также спрашивают
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования



















