При выполнении любых паяльных работ ваши основные меры предосторожности должны касаться атмосферных, термических и химических опасностей. Это включает обеспечение надежной вентиляции для удаления вредных паров, использование соответствующих средств индивидуальной защиты (СИЗ) для защиты от экстремального тепла и излучения, а также принятие строгих мер по предотвращению пожаров. Безопасное обращение с флюсами, чистящими средствами и припоями, руководствуясь их паспортами безопасности (SDS), не менее важно для предотвращения химического воздействия и обеспечения безопасной рабочей среды.
Безопасность пайки выходит за рамки простого контрольного списка; это систематический подход к управлению рисками. Основная проблема заключается не только в видимом пламени, но и в невидимых опасностях — токсичных парах, химических агентах и скрытом тепле — что требует сознательной стратегии вентиляции, личной защиты и контроля рабочего пространства.
Управление атмосферными опасностями: Важность вентиляции
Контроль воздуха, которым вы дышите, является наиболее важной мерой предосторожности при пайке. Высокие температуры могут испарять материалы, создавая пары, которые варьируются от раздражающих до высокотоксичных.
Пары от припоев и основных металлов
Многие припои содержат такие элементы, как цинк, медь или серебро. При перегреве они могут выделять металлические пары, которые могут вызвать литейную лихорадку — временное, но изнурительное гриппоподобное заболевание.
Наибольший риск представляют припои, содержащие кадмий. Пары кадмия чрезвычайно токсичны, обладают плохими предупреждающими свойствами (они не вызывают раздражения) и могут вызвать серьезное повреждение легких или смерть даже при кратковременном переизбытке. Никогда не паяйте сплавами, содержащими кадмий, если у вас нет промышленной местной вытяжной вентиляции и средств защиты органов дыхания.
Пары от флюса и чистящих средств
Паяльные флюсы и химические чистящие средства также могут выделять опасные пары при нагревании. Эти пары могут быть коррозионными и раздражать глаза, нос, горло и дыхательную систему.
Решение: Инженерная вентиляция
Естественная вентиляция, например открытое окно, недостаточна для большинства паяльных работ. Местная вытяжная вентиляция (МВВ), которая использует вытяжной колпак для улавливания паров у источника и вывода их наружу, является стандартом для безопасной работы.
Снижение термических опасностей: Тепло, огонь и излучение
Пайка генерирует интенсивное, локализованное тепло, что представляет значительные риски пожара и ожогов.
Защита персонала с помощью СИЗ
Ваши средства индивидуальной защиты (СИЗ) — это ваша последняя линия обороны.
- Защита глаз: Носите защитные очки с минимальным коэффициентом затемнения 3 или 4 для защиты от инфракрасного излучения. Всегда используйте очки, соответствующие стандарту ANSI Z87.1.
- Защита рук: Сухие, изолированные и термостойкие перчатки обязательны для работы с деталями и оборудованием.
- Защита тела: Носите огнестойкую одежду, такую как кожаная или обработанный хлопок, для защиты от искр и тепла. Избегайте синтетических тканей, таких как полиэстер, которые могут расплавиться и вызвать серьезные ожоги.
Обеспечение безопасности рабочей зоны
Перед зажиганием горелки подготовьте рабочую среду. Удалите все легковоспламеняющиеся материалы — включая бумагу, тряпки, дерево и легковоспламеняющиеся жидкости — из непосредственной близости. Огнетушитель, предназначенный для пожаров классов A, B и C, должен быть легкодоступен.
Безопасное обращение с горячими деталями
Заготовка будет оставаться опасно горячей еще долго после удаления пламени. Всегда используйте щипцы или плоскогубцы для работы с недавно спаянными компонентами и помещайте их на огнеупорный кирпич или другую негорючую поверхность для охлаждения.
Распространенные ошибки в области безопасности и как их избежать
Даже опытные операторы могут совершать ошибки. Знание распространенных ловушек является ключом к поддержанию безопасной среды.
Недооценка состава припоя
Самая опасная ошибка — это неспособность определить состав вашего припоя. Предполагать, что сплав «без кадмия», недостаточно; вы должны проверить это, изучив этикетку продукта или паспорт безопасности (SDS). Если вы не уверены, предположите, что он содержит опасные материалы, и используйте максимальную защиту.
Недостаточная вентиляция
Частая ошибка — полагать, что большая комната или открытая дверь гаража обеспечивают достаточную вентиляцию. Металлические пары часто тяжелее воздуха и могут накапливаться в вашей зоне дыхания. Только специализированная система МВВ может надежно улавливать и удалять эти опасности у их источника.
Пренебрежение паспортом безопасности (SDS)
Каждый химический продукт, включая флюс и припой, поставляется с SDS. Этот документ не является необязательным чтением; это ваш основной источник информации о конкретных опасностях, требуемых СИЗ и аварийных процедурах. Всегда читайте его перед использованием нового материала.
Правильный выбор для вашей цели
Ваш подход к безопасности должен быть обдуманным и систематическим. Используйте эту структуру для подготовки к следующей паяльной операции.
- Если ваша основная цель — личное здоровье: Прежде всего, отдайте приоритет вентиляции и всегда читайте SDS, чтобы понять конкретные опасности паров ваших материалов.
- Если ваша основная цель — предотвращение ожогов и пожаров: Тщательно проверьте рабочую зону на наличие горючих материалов и убедитесь, что ваши СИЗ, особенно защита глаз и рук, находятся в хорошем состоянии.
- Если ваша основная цель — создание повторяемого процесса безопасности: Разработайте контрольный список перед пайкой, который включает проверку вентиляции, подтверждение наличия правильного огнетушителя и просмотр SDS для всех расходных материалов.
Проактивный и информированный подход к безопасности — это признак настоящего профессионала и залог успешного результата.

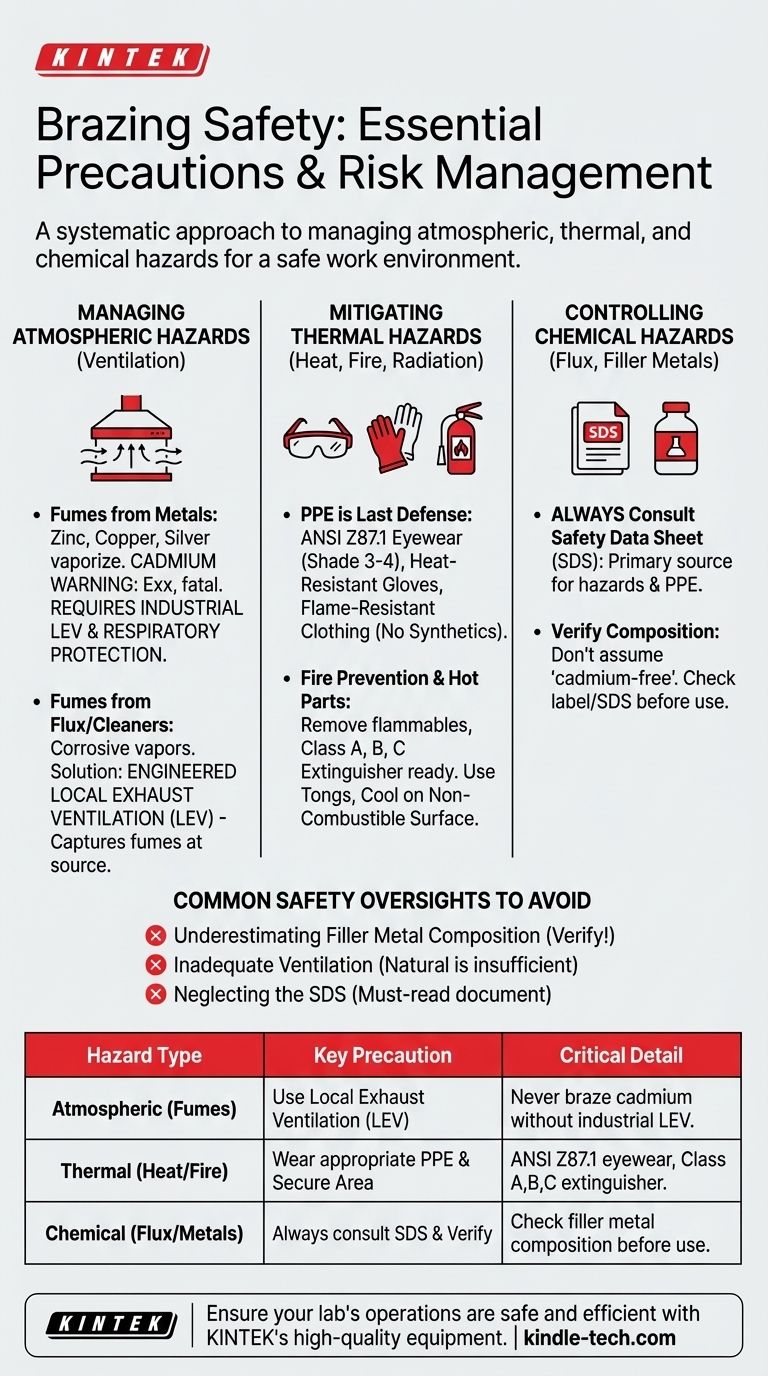
Сводная таблица:
| Тип опасности | Ключевая мера предосторожности | Важная деталь |
|---|---|---|
| Атмосферная (Пары) | Используйте местную вытяжную вентиляцию (МВВ) | Никогда не паяйте кадмиевые сплавы без промышленной МВВ и защиты органов дыхания. |
| Термическая (Тепло/Огонь) | Носите соответствующие СИЗ (очки ANSI Z87.1, термостойкие перчатки) | Удалите все легковоспламеняющиеся материалы и держите наготове огнетушитель класса A, B, C. |
| Химическая (Флюс/Припои) | Всегда консультируйтесь с паспортом безопасности (SDS) | Перед использованием проверьте состав припоя (например, содержание кадмия), чтобы избежать токсического воздействия. |
Обеспечьте безопасность и эффективность паяльных работ в вашей лаборатории. KINTEK специализируется на предоставлении высококачественного лабораторного оборудования и расходных материалов для всех ваших лабораторных нужд. Наши эксперты помогут вам выбрать правильные средства защиты и материалы для ваших конкретных паяльных работ. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем поддержать безопасность и производительность вашей лаборатории!
Визуальное руководство