Хотя не существует единого универсального уровня вакуума для пайки, требуемый уровень является точным инженерным решением, продиктованным конкретными соединяемыми материалами. Типичная высоко вакуумная пайка проводится в диапазоне от 10⁻³ до 10⁻⁶ Торр, но оптимальный уровень определяется необходимостью предотвратить окисление, не вызывая при этом вредного испарения самих металлов.
Правильный уровень вакуума — это не фиксированная цель; это динамическая переменная, определяемая давлением пара ваших основных материалов и присадочного сплава. Цель состоит в том, чтобы создать вакуум, достаточно глубокий для удаления реактивных газов, таких как кислород, но не настолько глубокий, чтобы он испарял необходимые элементы из ваших компонентов при температуре пайки.

Основная цель вакуума при пайке
Понимание того, почему используется вакуум, является ключом к определению правильного уровня. Вакуум — это не просто пустое пространство; это активная часть процесса, контролирующая химическую среду.
Предотвращение окисления
Основная функция вакуума — удаление кислорода и других реактивных газов из камеры печи. При высоких температурах пайки даже следовые количества кислорода быстро образуют оксиды на металлических поверхностях.
Эти оксидные слои действуют как барьер, препятствуя правильному «смачиванию» и заполнению зазора расплавленным присадочным материалом, что приводит к слабому или разрушенному соединению.
Удаление летучих примесей
Сочетание тепла и вакуума эффективно очищает детали in-situ. Это помогает испарять и удалять поверхностные загрязнения, такие как остаточные масла, влага и поглощенные газы.
Это очищающее действие имеет решающее значение для создания чистой поверхности, готовой к образованию прочной, непрерывной металлургической связи с присадочным сплавом.
Содействие растеканию припоя (смачиванию)
Обеспечивая исключительно чистую поверхность, свободную от оксидов, вакуумная среда позволяет расплавленному присадочному сплаву свободно и равномерно течь в зазор за счет капиллярного действия. Это приводит к полному заполнению зазора и максимальной прочности.
Как определить правильный уровень вакуума
Вместо того чтобы запоминать одно число, вы должны оценить задействованные материалы. Процесс регулируется законами химии и физики, в частности, давлением пара.
Критическая роль давления пара
Каждый элемент имеет давление пара — его тенденцию превращаться в газ при заданной температуре. Эта тенденция резко возрастает с температурой и уменьшается с окружающим давлением (т.е. в вакууме).
Если вакуум в вашей печи слишком глубокий (давление слишком низкое), это может привести к тому, что элементы в основном металле или присадочном сплаве буквально выкипят или «дегазируют» при температуре пайки.
«Правило десяти»
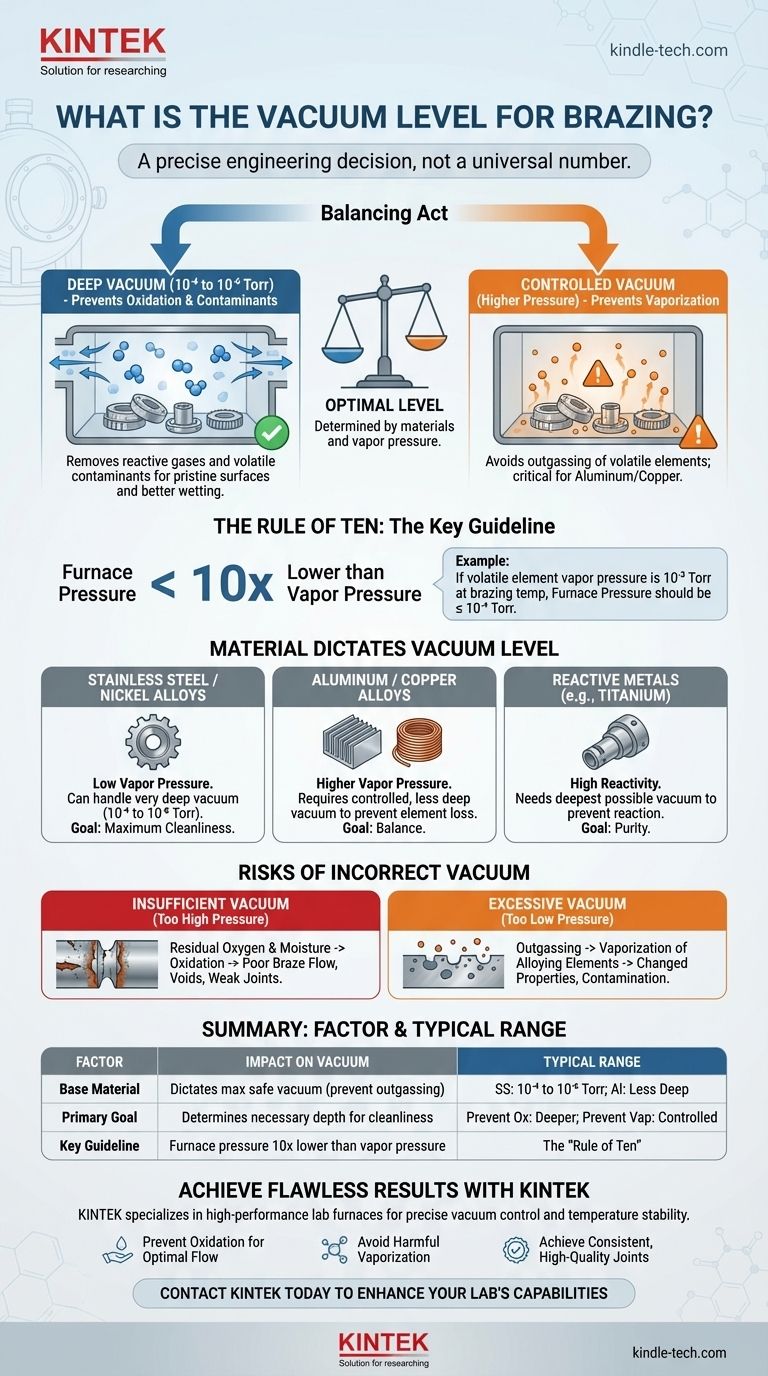
Широко признанное руководство гласит, что давление в печи должно быть как минимум на порядок (в 10 раз) ниже давления пара самого летучего элемента в вашей сборке при пиковой температуре пайки.
Например, если элемент в вашем сплаве имеет давление пара 10⁻³ Торр при температуре пайки, вакуум в вашей печи должен быть 10⁻⁴ Торр или глубже, чтобы предотвратить его испарение.
Материал диктует вакуум
Вот почему разные материалы требуют разных уровней вакуума.
- Нержавеющие стали и никелевые сплавы: Они имеют очень низкое давление пара, что позволяет использовать очень глубокий вакуум (от 10⁻⁴ до 10⁻⁶ Торр) без риска.
- Алюминиевые или медные сплавы: Они содержат элементы с более высоким давлением пара. Пайка их требует тщательного контроля и часто менее глубокого вакуума для предотвращения потери основного металла или легирующих элементов.
Понимание компромиссов
Выбор неправильного уровня вакуума может быть столь же пагубным, как и сам процесс пайки. Как недостаточный, так и чрезмерный вакуум представляют значительные риски.
Опасность недостаточного вакуума (высокое давление)
Если вакуум недостаточно глубок, остаточный кислород и водяной пар останутся в камере. Это приведет к окислению деталей по мере их нагрева.
Результатом является плохое растекание припоя, пустоты в зазоре и компонент, который может выглядеть спаянным, но не обладает требуемой структурной целостностью. Это наиболее распространенный режим отказа, связанный с уровнями вакуума.
Опасность чрезмерного вакуума (низкое давление)
Вакуум, который слишком глубок для конкретных материалов, может быть разрушительным. Он вызывает «дегазацию», при которой летучие легирующие элементы удаляются из материала.
Например, пайка сплава, содержащего хром, в слишком глубоком вакууме может привести к истощению хрома с поверхности, снижая его коррозионную стойкость. Аналогичным образом, использование припоев, содержащих цинк или кадмий, в высоком вакууме приведет к испарению этих элементов, изменению свойств припоя и загрязнению печи.
Сделайте правильный выбор для вашего применения
Выбор правильного уровня вакуума — это техническое решение, основанное на ваших материалах и желаемом результате. Обращайтесь к графикам давления пара для ваших конкретных сплавов как к окончательному источнику истины.
- Если ваша основная цель — пайка нержавеющей стали, никелевых сплавов или тугоплавких металлов: Ваша главная цель — чистота, поэтому высокий вакуум в диапазоне от 10⁻⁴ до 10⁻⁶ Торр, как правило, безопасен и эффективен.
- Если ваша основная цель — пайка алюминия или сплавов, содержащих летучие элементы, такие как медь: Вы должны тщательно сбалансировать чистоту и предотвращение дегазации, часто требуя менее глубокого вакуума и точного контроля температуры.
- Если ваша основная цель — соединение керамики или реактивных металлов, таких как титан: Часто требуется максимально глубокий вакуум, чтобы предотвратить любую реакцию с остаточными газами и обеспечить чистую, прочную связь.
В конечном счете, овладение вакуумной пайкой заключается в понимании того, что уровень вакуума — это точный инструмент для контроля среды материала, а не просто число, которого нужно достичь.
Сводная таблица:
| Фактор | Влияние на уровень вакуума | Типичный диапазон |
|---|---|---|
| Основной материал | Определяет максимальный безопасный вакуум для предотвращения дегазации | Нержавеющая сталь: 10⁻⁴ – 10⁻⁶ Торр; Алюминий: Менее глубокий |
| Основная цель | Определяет необходимую глубину вакуума для чистоты | Предотвращение окисления: Более глубокий вакуум; Предотвращение испарения: Контролируемый вакуум |
| Ключевое руководство | Давление в печи должно быть в 10 раз ниже давления пара самого летучего элемента | «Правило десяти» |
Достигайте безупречных результатов пайки с KINTEK
Навигация по точному балансу уровней вакуума имеет решающее значение для успешной пайки. Независимо от того, работаете ли вы с нержавеющей сталью, алюминием или реактивными металлами, правильное оборудование и опыт имеют все значение.
KINTEK специализируется на высокопроизводительных лабораторных печах и расходных материалах, разработанных для обеспечения точного контроля вакуума и температурной стабильности, требуемых вашими процессами пайки. Наши решения помогают вам:
- Предотвращать окисление: Обеспечивать чистые поверхности без оксидов для оптимального растекания припоя.
- Избегать вредного испарения: Защищать ваши материалы от дегазации и потери элементов.
- Достигать стабильных, высококачественных соединений: Максимизировать прочность и целостность ваших сборок.
Не позволяйте неопределенности уровня вакуума поставить под угрозу ваши результаты. Позвольте нашим экспертам помочь вам выбрать идеальную систему для ваших конкретных материалов и требований применения.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши потребности в пайке и узнать, как наше специализированное оборудование может расширить возможности вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Вертикальная лабораторная вакуумная сушильная печь объемом 56 л
- Вакуумная печь для спекания зубной керамики
- Вакуумная машина для холодной заливки образцов
- Лабораторная вакуумная сушильная печь 23 л
Люди также спрашивают
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества






