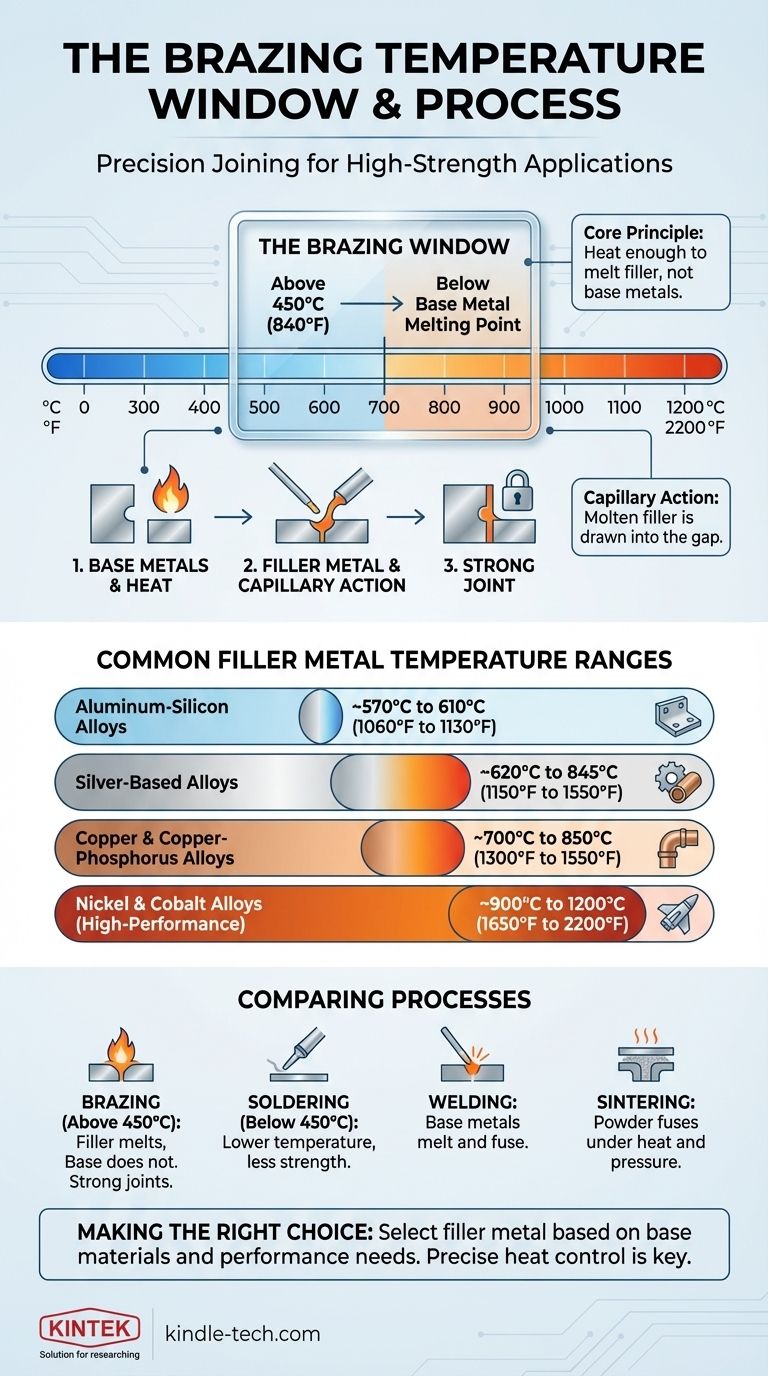
По определению, пайка твердым припоем — это процесс соединения металлов, который происходит при температурах выше 450°C (840°F). Однако точная используемая температура всегда ниже точки плавления соединяемых основных металлов и полностью определяется конкретным присадочным металлом, необходимым для применения.
Основной принцип пайки твердым припоем заключается не в одной температуре, а в определенном температурном окне: она должна быть достаточно высокой, чтобы расплавить присадочный металл, но не настолько высокой, чтобы расплавить соединяемые детали.
Определяющий принцип температуры пайки твердым припоем
Пайка твердым припоем создает прочные, постоянные соединения между двумя или более металлическими деталями без расплавления самих деталей. Температура является единственной наиболее критической переменной, которая позволяет осуществить этот процесс.
Капиллярное действие — ключ
Цель пайки твердым припоем — нагреть основные металлы до температуры, при которой специальный присадочный металл расплавится при контакте с ними.
Этот расплавленный припой затем втягивается в плотно прилегающий зазор между деталями посредством явления, называемого капиллярным действием, образуя соединение при охлаждении.
Выше 450°C (840°F): Официальный порог
Американское общество сварщиков (AWS) официально определяет пайку твердым припоем как любой процесс, происходящий при температуре выше 450°C (840°F).
Эта конкретная температура отличает пайку твердым припоем от ее низкотемпературного аналога — пайки мягким припоем.
Ниже точки плавления основного металла (солидус)
Крайне важно, чтобы температура пайки твердым припоем оставалась ниже солидуса (точки, при которой металл начинает плавиться) основных металлов.
Если основные металлы плавятся, процесс перестает быть пайкой твердым припоем; он становится сваркой. Поддержание этого различия является фундаментальным для успешной пайки твердым припоем.
Общие диапазоны температур пайки твердым припоем по присадочным металлам
Практическая температура пайки твердым припоем диктуется химическим составом используемого присадочного металла. Различные основные металлы и области применения требуют разных припоев.
Алюминиево-кремниевые сплавы
Эти припои используются для пайки алюминиевых компонентов. Они имеют относительно низкую температуру плавления, чтобы избежать расплавления основного алюминиевого металла.
Типичный диапазон температур пайки твердым припоем для этих сплавов составляет ~570°C до 610°C (1060°F до 1130°F).
Сплавы на основе серебра
Часто называемые «серебряным припоем» (неправильное название) или «твердым припоем», это одни из самых универсальных и широко используемых припоев для соединения стали, нержавеющей стали, меди и латуни.
Их температуры пайки твердым припоем обычно варьируются от ~620°C до 845°C (1150°F до 1550°F).
Медь и медно-фосфорные сплавы
Медно-фосфорные сплавы отлично подходят для соединения меди с медью без использования флюса, так как фосфор действует как флюсующий агент.
Эти сплавы работают в диапазоне от ~700°C до 850°C (1300°F до 1550°F).
Никелевые и кобальтовые сплавы
Используемые для высокопроизводительных применений, таких как компоненты аэрокосмической отрасли или газовые турбины, эти припои обеспечивают исключительную прочность и устойчивость к высоким температурам и коррозии.
Эти передовые сплавы требуют гораздо более высоких температур пайки твердым припоем, часто от ~900°C до 1200°C (1650°F до 2200°F).
Понимание пайки твердым припоем по сравнению с другими процессами
Часто возникает путаница между различными высокотемпературными процессами обработки материалов. Различие всегда сводится к температуре и назначению.
Пайка твердым припоем против пайки мягким припоем
Разница проста: пайка мягким припоем происходит ниже 450°C (840°F), в то время как пайка твердым припоем происходит выше этой температуры. Это приводит к тому, что паяные соединения имеют значительно более высокую прочность и термостойкость, чем соединения, выполненные мягким припоем.
Пайка твердым припоем против сварки
При пайке твердым припоем плавится только присадочный металл. При сварке края основных металлов плавятся и сплавляются вместе, часто с добавлением присадочного металла.
Пайка твердым припоем против спекания
Спекание — это процесс, используемый для создания твердой массы материала из порошка путем применения тепла и давления. Температура достаточно высока, чтобы вызвать сплавление и связывание частиц, но обычно ниже полной точки плавления.
Хотя некоторые высокотемпературные виды пайки твердым припоем (например, с никелевыми сплавами) могут работать в аналогичном температурном диапазоне, что и спекание (~750-1300°C), их цели принципиально различны. Пайка твердым припоем соединяет отдельные детали, в то время как спекание формирует единую деталь из порошка.
Правильный выбор для вашего проекта
Выбор правильной температуры пайки твердым припоем является прямой функцией выбора правильного присадочного металла для ваших основных материалов и требований к производительности.
- Если ваша основная задача — соединение стандартных материалов, таких как медь или сталь: Начните с рассмотрения припоев на основе серебра или меди, которые работают в диапазоне 620-850°C.
- Если ваша основная задача — соединение алюминия: Вы должны использовать низкотемпературный алюминиево-кремниевый припой, обычно около 570-610°C, чтобы избежать расплавления основного материала.
- Если ваша основная задача — высокопроизводительные или высокотемпературные применения: Вам потребуются специализированные припои на основе никеля или кобальта, которые требуют температур, превышающих 900°C, и контролируемой атмосферы печи.
В конечном итоге, правильная температура — это та, которая правильно расплавляет выбранный вами присадочный металл, не нарушая целостности деталей, которые вы собираетесь соединить.
Сводная таблица:
| Тип присадочного металла | Распространенные основные металлы | Типичный диапазон температур пайки твердым припоем |
|---|---|---|
| Алюминиево-кремниевые сплавы | Алюминий | 570°C до 610°C (1060°F до 1130°F) |
| Сплавы на основе серебра | Сталь, нержавеющая сталь, медь, латунь | 620°C до 845°C (1150°F до 1550°F) |
| Медно-фосфорные сплавы | Медь с медью | 700°C до 850°C (1300°F до 1550°F) |
| Никелевые и кобальтовые сплавы | Высокопроизводительные (аэрокосмическая отрасль, турбины) | 900°C до 1200°C (1650°F до 2200°F) |
Нужен точный, надежный нагрев для ваших паяльных работ? KINTEK специализируется на высокопроизводительных лабораторных печах и оборудовании для термической обработки, обеспечивая точный контроль температуры и равномерный нагрев, необходимые для идеальных паяных соединений материалов от алюминия до передовых сплавов. Позвольте нашим экспертам помочь вам выбрать идеальную печь для ваших конкретных присадочных металлов и требований применения. Свяжитесь с KINTALK сегодня, чтобы обсудить ваши потребности в печах для пайки твердым припоем!
Визуальное руководство