Температура пайки — это не одно фиксированное значение, а определяется конкретным припоем, который используется. Правильная температура пайки всегда устанавливается немного выше температуры ликвидуса припоя — точки, при которой он становится полностью жидким. Как правило, целевая температура должна быть как минимум на 25°C (50°F) выше указанной температуры ликвидуса припоя, чтобы обеспечить его правильное растекание.
Основной принцип температуры пайки заключается не в достижении универсального числа, а в точном контроле нагрева на основе специфических характеристик плавления выбранного вами припоя. Успех зависит от того, чтобы было достаточно горячо для свободного течения припоя, но не настолько горячо, чтобы повредить соединяемые основные металлы.

Что определяет температуру пайки?
Чтобы правильно контролировать процесс пайки, необходимо понимать две критические температурные точки любого паяльного сплава: солидус и ликвидус.
Роль солидуса и ликвидуса
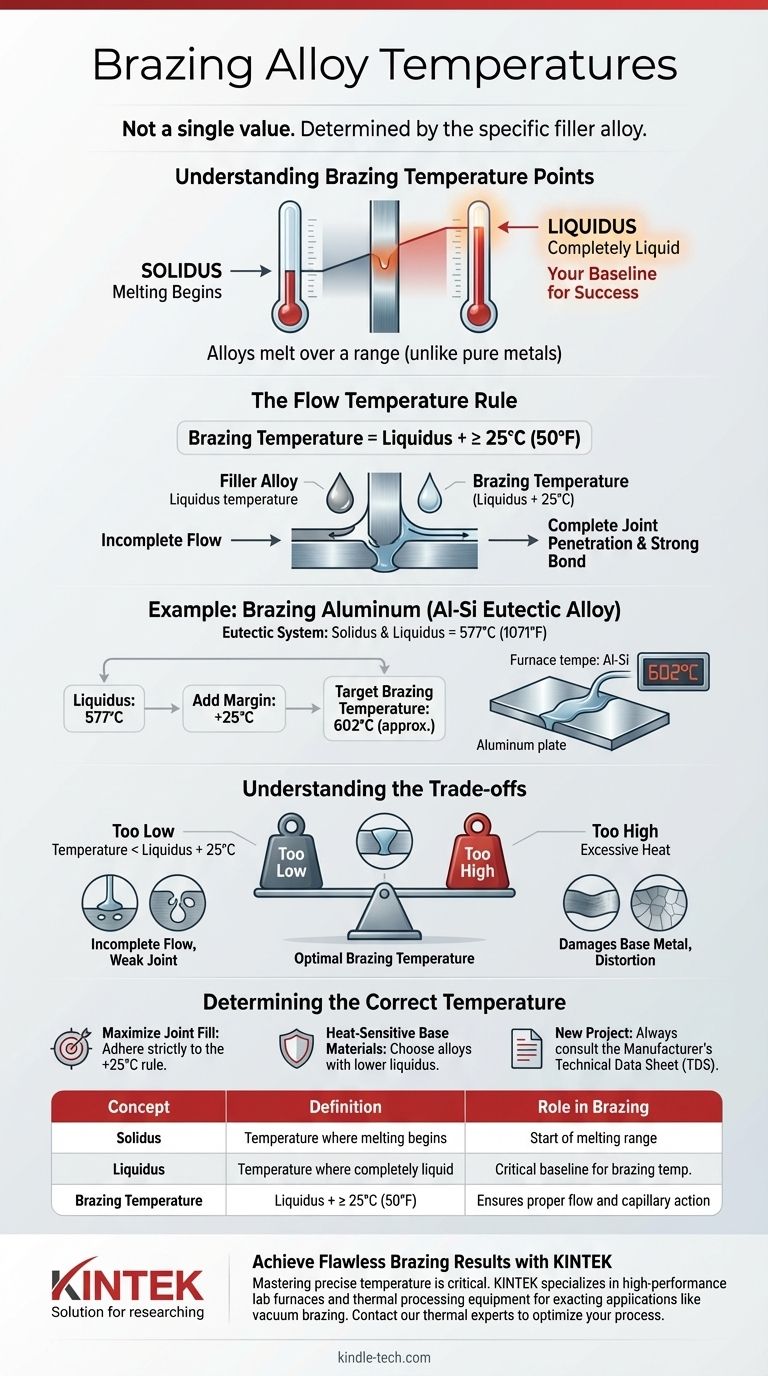
В отличие от чистых металлов, которые плавятся при одной температуре, паяльные сплавы плавятся в диапазоне. Солидус — это температура, при которой сплав начинает плавиться. Ликвидус — это температура, при которой сплав становится полностью жидким.
Температура «Ликвидуса»: Ваша Базовая Линия
Температура ликвидуса является наиболее важной информацией. Это точка, в которой припой полностью перешел в жидкое состояние и может течь в соединение за счет капиллярного действия.
Правило температуры течения
Чтобы гарантировать полное плавление и способствовать хорошему течению, отраслевым стандартом является нагрев изделия до температуры, по крайней мере на 25°C (50°F) выше ликвидуса припоя. Этот запас гарантирует, что весь припой расплавится и получит достаточно тепловой энергии для полного проникновения в соединение.
Практический пример: Пайка алюминия
Принципы температуры пайки лучше всего понять на примере из реального мира, например, при вакуумной пайке алюминиевых компонентов.
Эвтектический сплав Al-Si
Распространенным припоем для пайки алюминия является алюминиево-кремниевый (Al-Si) сплав. Сплав с 11,7% кремния представляет собой эвтектическую систему, что означает, что его температуры солидуса и ликвидуса одинаковы: 577°C (1071°F).
Расчет температуры пайки
Используя наше правило, мы можем определить правильную температуру пайки для этого конкретного сплава. Мы берем температуру ликвидуса и добавляем запас безопасности.
- 577°C (Ликвидус) + 25°C = 602°C (Температура пайки)
Следовательно, печь или горелка должны быть настроены так, чтобы довести всю сборку примерно до 602°C, чтобы обеспечить успешное соединение с этим конкретным припоем.
Почему этот сплав работает
Этот сплав Al-Si выбирают потому, что его температура плавления (577°C) значительно ниже, чем у соединяемых алюминиевых основных металлов. Это позволяет припою полностью расплавиться, в то время как основные материалы остаются твердыми, что является фундаментальным требованием любой операции пайки.
Понимание компромиссов
Достижение правильной температуры — это баланс. Отклонение в любую сторону создает значительные риски для качества и целостности соединения.
Слишком низкая температура: Неполное течение
Если температура пайки недостаточно превышает точку ликвидуса, припой будет вялым. Это приводит к неполному капиллярному действию, оставляя пустоты и создавая слабое, ненадежное соединение, которое, вероятно, разрушится под нагрузкой.
Слишком высокая температура: Повреждение основного металла
Чрезмерный нагрев одинаково опасен. Перегрев может привести к короблению, деформации или росту зерна в основных металлах, нарушая их структурную целостность. В худшем случае вы можете непреднамеренно расплавить основные металлы, уничтожив детали.
Определение правильной температуры для вашего проекта
Выбор правильной температуры зависит от ваших материалов и вашей цели. Используйте эти принципы в качестве руководства.
- Если ваше основное внимание уделяется обеспечению максимального заполнения шва: Строго придерживайтесь правила установки температуры процесса как минимум на 25°C (50°F выше ликвидуса сплава, чтобы способствовать сильному капиллярному течению.
- Если вы работаете с термочувствительными основными материалами: Выбирайте припой с более низкой температурой ликвидуса, чтобы минимизировать термическое напряжение на соединяемых компонентах.
- Если вы выбираете новый сплав для проекта: Всегда обращайтесь к Техническому паспорту (TDS) производителя. Он предоставит точные температуры солидуса и ликвидуса, которые являются основой для всех ваших расчетов.
Освоение этих температурных взаимосвязей является ключом к созданию стабильно прочных и надежных паяных соединений.
Сводная таблица:
| Понятие | Определение | Роль в пайке |
|---|---|---|
| Солидус | Температура, при которой сплав начинает плавиться. | Обозначает начало диапазона плавления. |
| Ликвидус | Температура, при которой сплав полностью жидкий. | Критическая базовая линия для установки температуры пайки. |
| Температура пайки | Ликвидус + как минимум 25°C (50°F). | Обеспечивает надлежащее течение и капиллярное действие для прочного соединения. |
Достигайте безупречных результатов пайки с KINTEK
Освоение точной температуры для вашего паяльного сплава имеет решающее значение для создания прочных и надежных соединений. Независимо от того, работаете ли вы с алюминием, высокотемпературными сплавами или другими материалами, правильное оборудование обеспечивает стабильный и точный контроль температуры.
В KINTEK мы специализируемся на высокоэффективных лабораторных печах и оборудовании для термической обработки, предназначенном для точных применений, таких как вакуумная пайка. Наши решения помогают вам точно достигать и поддерживать заданную температуру — безопасно выше точки ликвидуса — чтобы гарантировать полное протекание припоя и идеальные соединения каждый раз, защищая при этом ваши основные материалы от термических повреждений.
Позвольте нам помочь вам оптимизировать процесс пайки. Свяжитесь с нашими специалистами по термической обработке сегодня, чтобы обсудить ваше конкретное применение и найти идеальное решение KINTEK для нужд вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Износостойкая пластина из оксида алюминия Al2O3 для инженерной тонкой керамики
Люди также спрашивают
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля

