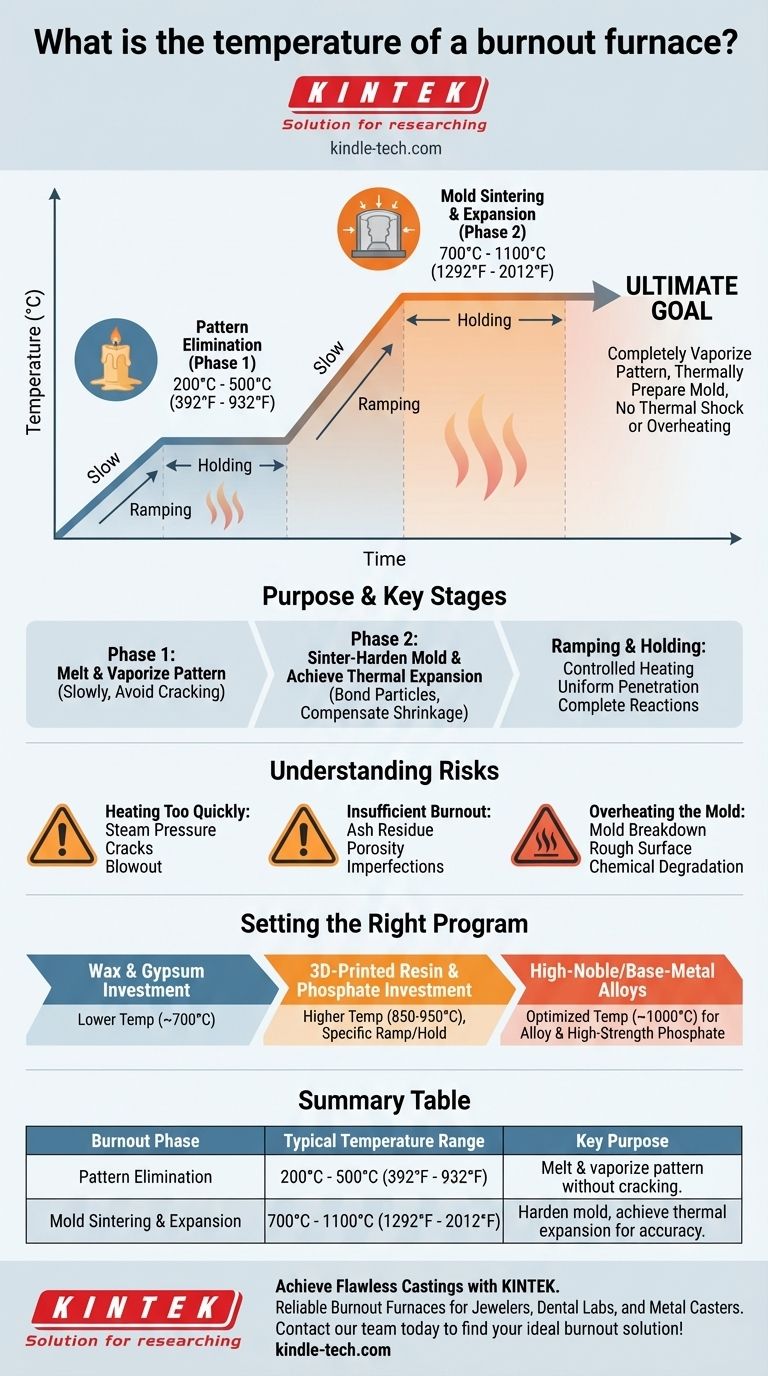
Рабочая температура печи для выжигания — это не одно значение, а тщательно контролируемый цикл с несколькими стадиями. В то время как некоторые высокотемпературные печи могут достигать 1800°C, типичный процесс выжигания для литья колеблется от низких 200°C (392°F) до высоких 1100°C (2012°F). Точные температуры полностью зависят от материала модели и используемой формовочной массы.
Температурный профиль печи для выжигания — это средство для достижения цели. Конечная цель — полностью испарить модель (например, воск или полимер) и термически подготовить формовочную массу для литья, не вызывая при этом повреждений от термического шока или перегрева.

Назначение цикла выжигания
Выжигание — это не простой процесс нагрева, а многостадийная термическая программа. Каждая стадия имеет свою особую цель в подготовке формы к введению расплавленного металла.
Фаза 1: Удаление модели
Начальная, низкотемпературная стадия предназначена для плавления и испарения модели. Для традиционных восковых моделей это происходит при относительно низкой температуре, часто между 200°C и 500°C.
Эта фаза должна быть достаточно медленной, чтобы материал мог разжижаться и вытекать или испаряться из формы, не создавая давления, которое могло бы вызвать растрескивание формовочной массы.
Фаза 2: Спекание и расширение формы
После удаления модели температура повышается до конечной, более высокой заданной точки, обычно между 700°C и 1100°C. Эта фаза имеет две критически важные функции.
Во-первых, она спекает и упрочняет формовочную массу. Этот процесс нагревает огнеупорные частицы в формовочной массе, заставляя их связываться и значительно увеличивая прочность формы, чтобы выдерживать давление литья.
Во-вторых, она приводит форму к специфическому, рассчитанному термическому расширению. Это расширение разработано для компенсации усадки металлического сплава при его охлаждении, обеспечивая размерную точность конечной отливки.
Критическая роль набора и выдержки температуры
Печь не сразу достигает своей конечной температуры. Скорость повышения температуры, или «набор температуры», тщательно контролируется.
Различные стадии также выдерживаются при определенной температуре в течение заданного времени, известного как «выдержка» или «термическая пропитка». Это гарантирует равномерное проникновение тепла во всю форму и завершение всех химических и физических реакций (например, испарение остаточного углерода).
Понимание компромиссов и рисков
Достижение идеальной отливки требует баланса температуры, времени и свойств материала. Отклонение от идеального цикла выжигания сопряжено со значительными рисками.
Слишком быстрый нагрев
Слишком быстрый набор температуры является частой причиной отказа. Он может вызвать образование пара из остаточной влаги внутри формовочной массы, создавая внутреннее давление, которое приводит к трещинам или полному разрушению формы.
Недостаточное выжигание
Если пиковая температура слишком низка или время выдержки слишком коротко, материал модели не будет полностью удален. Это оставит зольный или углеродный остаток, который вызовет пористость, поверхностные дефекты и неполную отливку.
Перегрев формы
Превышение рекомендованной температуры для вашего формовочного материала так же вредно. Перегрев может привести к разрушению формовочной массы, что приведет к шероховатой, непригодной для использования поверхности на конечной отливке. В качестве основного принципа вы должны нагревать материал, не вызывая его химического разложения или плавления.
Настройка правильной программы выжигания
Чтобы определить настройки вашей печи, вы должны начать с ваших материалов. Инструкции производителя для вашего конкретного формовочного порошка и материала модели являются вашим основным руководством.
- Если ваша основная цель — литье стандартного воска с гипсовой формовочной массой: Ваша конечная температура выжигания будет ниже, обычно около 700°C (1292°F), так как гипсовые формовочные массы не выдерживают более высоких температур.
- Если ваша основная цель — литье 3D-печатных полимеров с фосфатной формовочной массой: Вам потребуется цикл с более высокой максимальной температурой, часто 850-950°C (1562-1742°F), и специальный график набора/выдержки для обеспечения полного, беззольного выжигания полимера.
- Если ваша основная цель — литье высокоблагородных или неблагородных сплавов: Температура формы должна быть оптимизирована для характеристик сплава, часто требуя высокопрочной фосфатной формовочной массы и конечной температуры, приближающейся к 1000°C (1832°F).
Всегда обращайтесь к техническим паспортам производителя для ваших конкретных материалов, чтобы создать правильную и успешную программу выжигания.
Сводная таблица:
| Фаза выжигания | Типичный температурный диапазон | Ключевая цель |
|---|---|---|
| Удаление модели | 200°C - 500°C (392°F - 932°F) | Расплавление и испарение восковой/полимерной модели без растрескивания формы. |
| Спекание и расширение формы | 700°C - 1100°C (1292°F - 2012°F) | Упрочнение формы и достижение термического расширения для размерной точности. |
Добейтесь безупречных отливок с помощью правильной печи для выжигания. Точный температурный цикл критически важен для удаления остатков модели и подготовки вашей формовочной массы. В KINTEK мы специализируемся на лабораторном оборудовании, включая надежные печи для выжигания, разработанные для точных потребностей ювелиров, стоматологических лабораторий и литейщиков металлов. Наши эксперты помогут вам выбрать идеальную печь для ваших конкретных материалов — работаете ли вы с воском, 3D-печатными полимерами, гипсом или фосфатными формовочными массами.
Позвольте KINTEK предоставить надежное оборудование и поддержку, необходимые для идеальных результатов каждый раз. Свяжитесь с нашей командой сегодня, чтобы обсудить ваше применение и найти идеальное решение для выжигания!
Визуальное руководство
Связанные товары
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Печь с контролируемой атмосферой 1700℃ Печь с инертной атмосферой азота
- Печь для вакуумной термообработки молибдена
- Печь с контролируемой атмосферой 1200℃ Азотная инертная атмосферная печь
- Печь с контролируемой атмосферой 1400℃ с азотной и инертной атмосферой
Люди также спрашивают
- Какую функцию выполняет высокотемпературная муфельная печь при синтезе фазы MAX Ti3AlC2? Мастер диффузии в расплавленной соли
- Какую роль играет печь для прокаливания в подготовке полых частиц с сердцевиной и оболочкой? Достижение идеальных наноструктур
- Почему высокотемпературная муфельная печь незаменима для ZnO-WO3 и ZnO-BiOI? Оптимизация характеристик гетеропереходных катализаторов
- Почему отжиг в высокотемпературной муфельной печи имеет решающее значение для подготовки промежуточного слоя Sb-SnO2?
- Какова роль муфельной печи в обжиге железорудных окатышей? Оптимизация минеральной фазы и прочности на сжатие



















