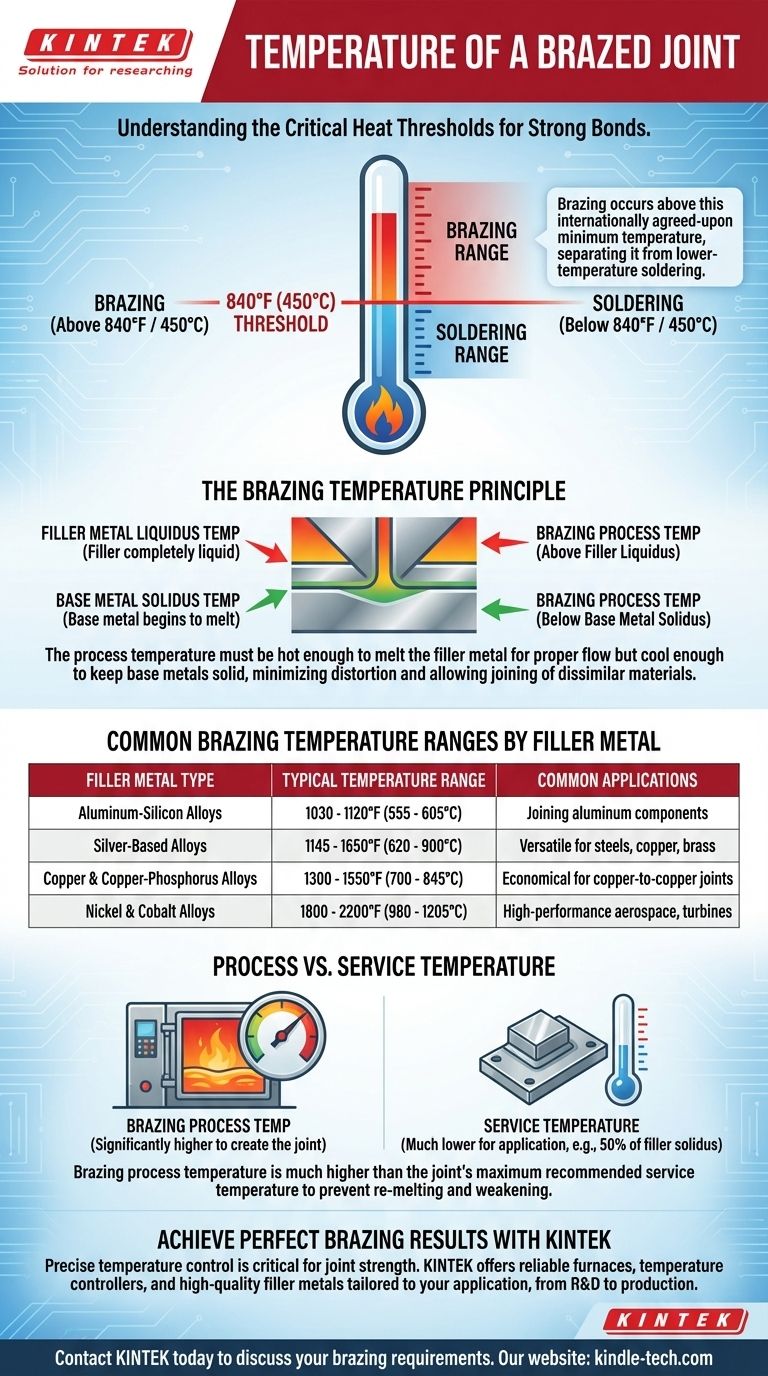
Температура паяного соединения определяется конкретным используемым присадочным металлом, но процесс всегда происходит при температурах выше 840°F (450°C). Эта минимальная температура является международно согласованным порогом, который отделяет пайку твердым припоем от низкотемпературного процесса пайки мягким припоем. Фактическая температура пайки будет немного выше точки плавления присадочного сплава, но всегда ниже точки плавления соединяемых деталей.
Критическая температура при пайке твердым припоем — это не единое значение, а определенный диапазон, диктуемый выбранным присадочным металлом. Процесс должен быть достаточно горячим, чтобы расплавить припой, но достаточно холодным, чтобы основные металлы оставались твердыми — принцип, который принципиально отличает его от сварки.

Определяющая роль температуры при пайке твердым припоем
Понимание задействованных температур является основой для понимания всего процесса пайки твердым припоем. Оно регулирует все: от выбора материала до конечной прочности соединения.
Порог 840°F (450°C)
Эта температура является официальной границей между пайкой мягким и твердым припоем. Любой процесс с использованием присадочного металла, который плавится ниже этой точки, является пайкой мягким припоем; любой процесс выше нее — пайкой твердым припоем.
Температура ликвидуса присадочного металла
Каждый присадочный сплав для пайки имеет температуру ликвидуса, которая является точкой, при которой он становится полностью жидким. Чтобы обеспечить правильное растекание припоя в соединении за счет капиллярного действия, температура процесса пайки должна быть установлена немного выше ликвидуса припоя.
Поддержание температуры ниже солидуса основных металлов
И наоборот, каждый материал имеет температуру солидуса, при которой он начинает плавиться. Основной принцип пайки твердым припоем заключается в том, что температура процесса должна оставаться безопасно ниже солидуса соединяемых металлов. Это предотвращает плавление основных деталей, что минимизирует термическую деформацию и позволяет соединять разнородные металлы.
Общие температурные диапазоны пайки твердым припоем в зависимости от присадочного металла
Требуемая температура является прямой функцией состава присадочного металла. Различные сплавы используются для разных основных металлов и применений, каждый со своим рабочим диапазоном.
Алюминиево-кремниевые сплавы
Эти припои используются для соединения алюминиевых компонентов. Их низкая температура плавления необходима, чтобы избежать плавления основного алюминиевого металла, который сам по себе имеет относительно низкую температуру плавления.
- Типичный диапазон: 1030 - 1120°F (555 - 605°C)
Серебряные сплавы
Часто называемые «серебряными припоями» (технически неверное название), они являются одними из самых универсальных и широко используемых присадочных металлов для соединения стали, меди и латуни.
- Типичный диапазон: 1145 - 1650°F (620 - 900°C)
Медные и медно-фосфорные сплавы
Это экономичный выбор, используемый в основном для соединения меди с медью (часто без флюса) или других сплавов на основе меди, таких как латунь и бронза.
- Типичный диапазон: 1300 - 1550°F (700 - 845°C)
Никелевые и кобальтовые сплавы
Используемые в высокопроизводительных приложениях, таких как авиационные двигатели и промышленные турбины, эти припои обеспечивают исключительную прочность и коррозионную стойкость при высоких рабочих температурах.
- Типичный диапазон: 1800 - 2200°F (980 - 1205°C)
Понимание компромиссов: температура процесса против рабочей температуры
Распространенной причиной путаницы является разница между температурой, необходимой для создания соединения, и температурой, которую соединение может выдерживать при его конечном применении.
Температура процесса против рабочей температуры
Температура процесса пайки всегда значительно выше максимально рекомендуемой рабочей температуры соединения. Присадочный металл повторно затвердевает при охлаждении, но он потеряет прочность и начнет размягчаться задолго до достижения своей первоначальной точки плавления.
Практическое правило
В качестве общего руководства, паяное соединение не следует использовать в приложениях, где рабочая температура превышает 50% от температуры солидуса присадочного металла. Для критически важных применений это должно быть подтверждено спецификациями производителя присадочного металла.
Риск перегрева
Превышение надлежащей температуры пайки или слишком близкое приближение к точке плавления основного металла может вызвать значительные проблемы. К ним относятся деформация деталей, нежелательный рост зерна в металле или даже полное разрушение компонента. Точный контроль температуры имеет важное значение.
Правильный выбор для вашего применения
Выбор правильной температуры пайки заключается в сопоставлении присадочного металла с основными материалами и требованиями конечного продукта.
- Если ваша основная цель — соединение обычных металлов, таких как медь или сталь: Начните с присадочных сплавов на основе серебра, которые предлагают универсальный температурный диапазон 1145-1650°F (620-900°C), подходящий для большинства общих работ.
- Если ваша основная цель — соединение термочувствительных или разнородных материалов: Выберите присадочный металл с максимально низкой температурой ликвидуса, который при этом соответствует вашим требованиям к прочности, чтобы минимизировать термическое напряжение на компоненты.
- Если ваша основная цель — высокопроизводительные аэрокосмические или турбинные приложения: Вы должны работать с никелевыми или кобальтовыми сплавами в контролируемой атмосфере, требующей температур процесса, превышающих 1800°F (980°C), для достижения необходимой прочности.
Освоение пайки начинается с понимания того, что температура — это не просто настройка, а ключ к контролю самого металлургического соединения.
Сводная таблица:
| Тип присадочного металла | Типичный диапазон температур пайки | Области применения |
|---|---|---|
| Алюминиево-кремниевые сплавы | 1030 - 1120°F (555 - 605°C) | Соединение алюминиевых компонентов |
| Серебряные сплавы | 1145 - 1650°F (620 - 900°C) | Универсальны для стали, меди, латуни |
| Медь и медно-фосфорные сплавы | 1300 - 1550°F (700 - 845°C) | Экономичны для соединений медь-медь |
| Никелевые и кобальтовые сплавы | 1800 - 2200°F (980 - 1205°C) | Высокопроизводительные аэрокосмические, турбинные |
Добейтесь идеальных результатов пайки с KINTEK
Выбор правильной температуры пайки имеет решающее значение для прочности и целостности соединения. Работаете ли вы с чувствительными алюминиевыми компонентами или высокотемпературными никелевыми сплавами, опыт KINTEK в области лабораторного оборудования и расходных материалов гарантирует, что у вас есть точные инструменты и материалы, необходимые для успеха.
Мы предоставляем надежные печи, контроллеры температуры и высококачественные присадочные металлы, адаптированные к вашим конкретным задачам — от исследований и разработок до производства. Позвольте нашей команде помочь вам оптимизировать процесс пайки для получения превосходных, воспроизводимых результатов.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши требования к пайке и узнать, как наши решения могут расширить возможности вашей лаборатории.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
