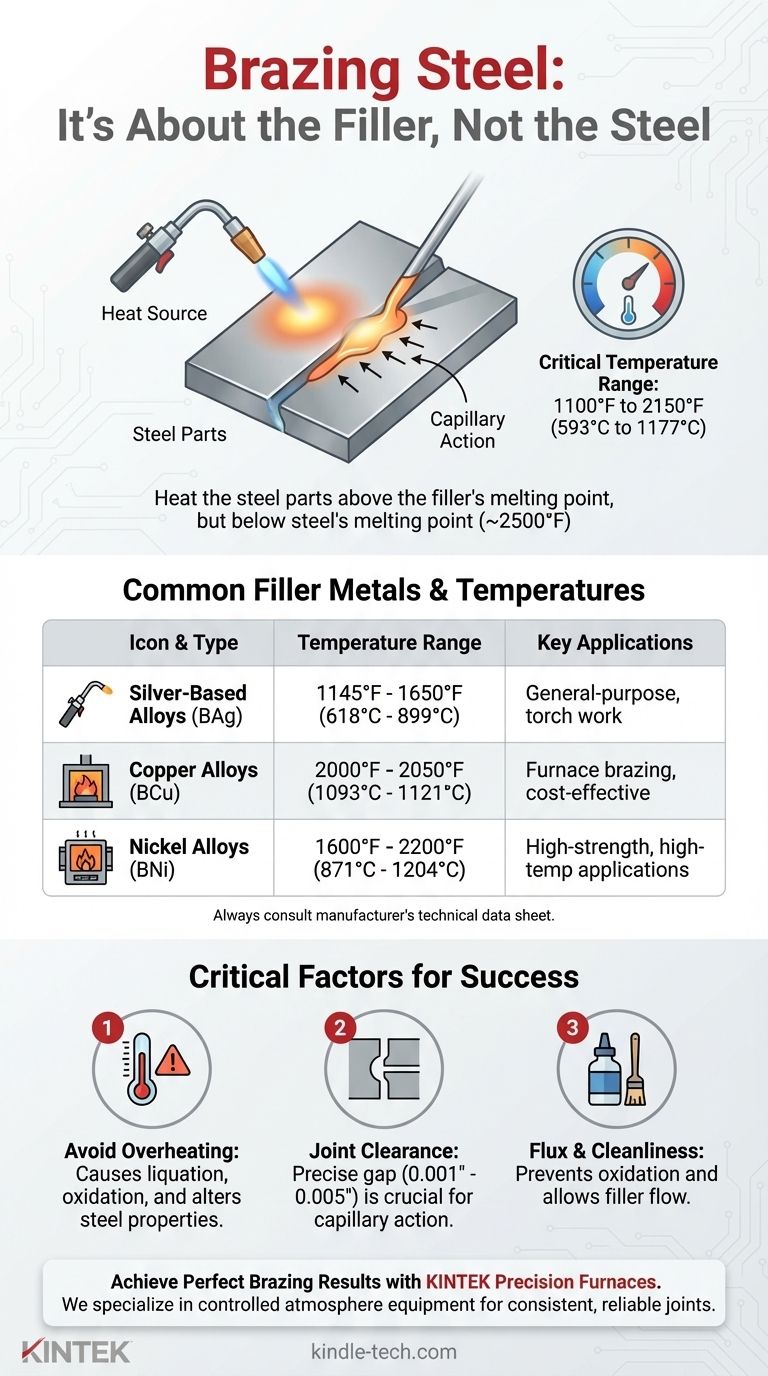
При пайке стали критическая температура определяется не сталью, а конкретным припоем, который вы используете. Процесс включает нагрев стальных деталей до температуры, которая выше точки плавления выбранного вами паяльного сплава, но всегда ниже точки плавления самой стали. Для стали эта температура обычно находится в широком диапазоне от 1100°F (593°C) до 2150°F (1177°C), полностью определяемом припоем.
Основной принцип пайки заключается в нагреве основных металлов — стальных деталей — до тех пор, пока они не станут достаточно горячими, чтобы расплавить припой при контакте. Цель состоит в том, чтобы расплавленный припой был втянут в шов за счет капиллярного действия, создавая прочное металлургическое соединение без плавления стали.
Принцип: речь идет о припое, а не о стали
Что определяет пайку?
Пайка — это процесс соединения, который происходит при температурах выше 840°F (450°C). Важно отметить, что эта температура должна быть ниже температуры солидуса (точки, при которой начинается плавление) соединяемых основных металлов.
Для стали, которая плавится при температуре около 2500°F (1370°C), это обеспечивает очень широкий диапазон для пайки.
«Рабочий диапазон» припоя
Каждый паяльный сплав имеет «рабочий диапазон», определяемый двумя температурами:
- Солидус: Температура, при которой сплав начинает плавиться.
- Ликвидус: Температура, при которой сплав полностью жидкий.
Идеальная температура пайки немного выше температуры ликвидуса. Это гарантирует, что сплав будет достаточно текучим, чтобы быстро и полностью заполнить шов.
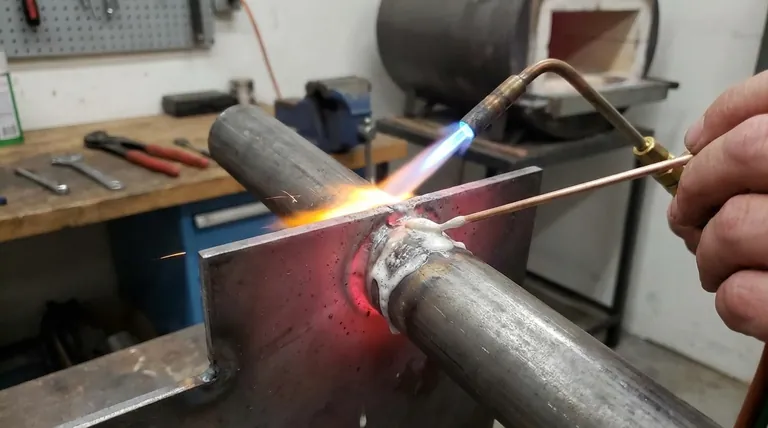
Как работают тепло и капиллярное действие
Вы должны нагревать стальные детали сборки широко и равномерно. Когда сталь достигает нужной температуры, вы прикладываете припойный пруток к шву. Тепло от стали плавит пруток, и расплавленный сплав втягивается в узкое пространство между деталями.
Тепло притягивает припой. Если одна часть горячее другой, припой будет течь к более горячей области, что приведет к неполному соединению.
Распространенные припои для стали и их температуры
Выбор сплава зависит от требований к прочности, условий эксплуатации и основных металлов. Всегда сверяйтесь с техническим паспортом производителя для получения точных рекомендаций по температуре.
Сплавы на основе серебра (серия BAg)
Это наиболее распространенные сплавы для пайки стали общего назначения благодаря их прочности, пластичности и более низким температурам плавления.
Они обычно паяют в диапазоне от 1145°F до 1650°F (618°C до 899°C). Их более низкие требования к нагреву облегчают работу, особенно с горелкой.
Медные сплавы (серия BCu)
Чистая медь является отличным припоем для пайки стали, особенно при пайке в печах с контролируемой атмосферой. Она очень текучая и экономичная.
Типичная температура пайки для чистой меди составляет 2000°F до 2050°F (1093°C до 1121°C).
Медно-фосфорные сплавы (серия BCuP)
Не используйте эти сплавы для пайки стали или других черных металлов. Фосфор может реагировать с железом в стали, образуя хрупкие фосфиды на границе раздела шва, что приводит к катастрофическому разрушению соединения.
Никелевые и кобальтовые сплавы (серии BNi, BCo)
Используются для высокопроизводительных применений, особенно для нержавеющей стали, где требуются превосходная прочность, коррозионная стойкость и работа при высоких температурах.
Эти сплавы требуют очень высоких температур, часто от 1600°F до 2200°F (871°C до 1204°C), и почти исключительно используются в вакуумных или атмосферно-контролируемых печах.
Понимание компромиссов и критических факторов
Достижение правильной температуры необходимо, но недостаточно. Несколько других факторов не менее важны для успеха.
Опасность перегрева
Превышение рекомендуемой температуры может привести к разделению компонентов припоя (ликвации), повреждению флюса, сильному окислению стали или даже изменению металлургических свойств стали (например, потере ее термообработки).
Проблема недогрева
Если сталь недостаточно горячая, припой не расплавится и не потечет должным образом. Он может слипнуться на поверхности или не проникнуть в шов, что приведет к соединению без структурной прочности.
Роль флюса и чистоты
Стальные детали должны быть механически или химически очищены перед нагревом. При температуре требуется покрытие флюсом для предотвращения окисления стали, что заблокировало бы поток припоя. Флюс также помогает растворять любые оставшиеся поверхностные оксиды.
Зазор в соединении не подлежит обсуждению
Пайка основана на капиллярном действии, которое работает только в том случае, если зазор между двумя стальными деталями точен. Для большинства сплавов это очень небольшой зазор от 0,001 до 0,005 дюймов (от 0,025 до 0,127 мм). Слишком большой или слишком маленький зазор приведет к разрушению соединения.
Как добиться успешной пайки
Ваш выбор припоя является отправной точкой, которая определяет весь процесс.
- Если ваша основная цель — общий ремонт или доступное изготовление: Выберите бескадмиевый серебряный сплав (серия BAg), который обеспечивает отличную прочность и щадящий, низкотемпературный диапазон применения, подходящий для пайки горелкой.
- Если ваша основная цель — высокопрочная или высокотемпературная эксплуатация: Обратите внимание на никелевые (BNi) или чистые медные (BCu) сплавы, но имейте в виду, что эти требовательные процессы обычно требуют печи.
- Если вы новичок в пайке: Ваш самый ценный инструмент — это технический паспорт на выбранный припой. В нем будут указаны точные температуры солидуса/ликвидуса и рекомендуемый флюс.
Сосредоточившись на конкретных требованиях к вашему припою, вы переходите от догадок к предсказуемому и надежному процессу соединения.
Сводная таблица:
| Тип припоя | Типичный диапазон температур пайки (°F) | Типичный диапазон температур пайки (°C) | Основные области применения |
|---|---|---|---|
| Сплавы на основе серебра (BAg) | 1145°F - 1650°F | 618°C - 899°C | Пайка стали общего назначения, работа горелкой |
| Медные сплавы (BCu) | 2000°F - 2050°F | 1093°C - 1121°C | Печная пайка, экономичные соединения |
| Никелевые сплавы (BNi) | 1600°F - 2200°F | 871°C - 1204°C | Высокопрочные, высокотемпературные применения |
Добейтесь идеальных результатов пайки с KINTEK
Вы хотите оптимизировать процесс пайки стали? Независимо от того, работаете ли вы с серебряными сплавами для общего изготовления или с никелевыми сплавами для высокотемпературных применений, наличие правильного оборудования имеет решающее значение для успеха.
KINTEK специализируется на прецизионных лабораторных печах и нагревательном оборудовании, разработанном специально для контролируемых процессов пайки. Наши решения помогают поддерживать точные температуры, обеспечивать равномерный нагрев и создавать прочные, надежные соединения каждый раз.
Мы обслуживаем лаборатории и производственные предприятия, которым требуются стабильные, воспроизводимые результаты в операциях по соединению металлов. Позвольте нам помочь вам выбрать идеальную печь для ваших конкретных припоев и требований к применению.
Свяжитесь с нами сегодня, чтобы обсудить, как наше паяльное оборудование может улучшить качество ваших соединений и эффективность процесса: Связаться
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Печь для искрового плазменного спекания SPS
- Графитировочная печь сверхвысоких температур в вакууме
- Графитовая вакуумная печь с нижним выгрузкой для графитации углеродных материалов
Люди также спрашивают
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля



















