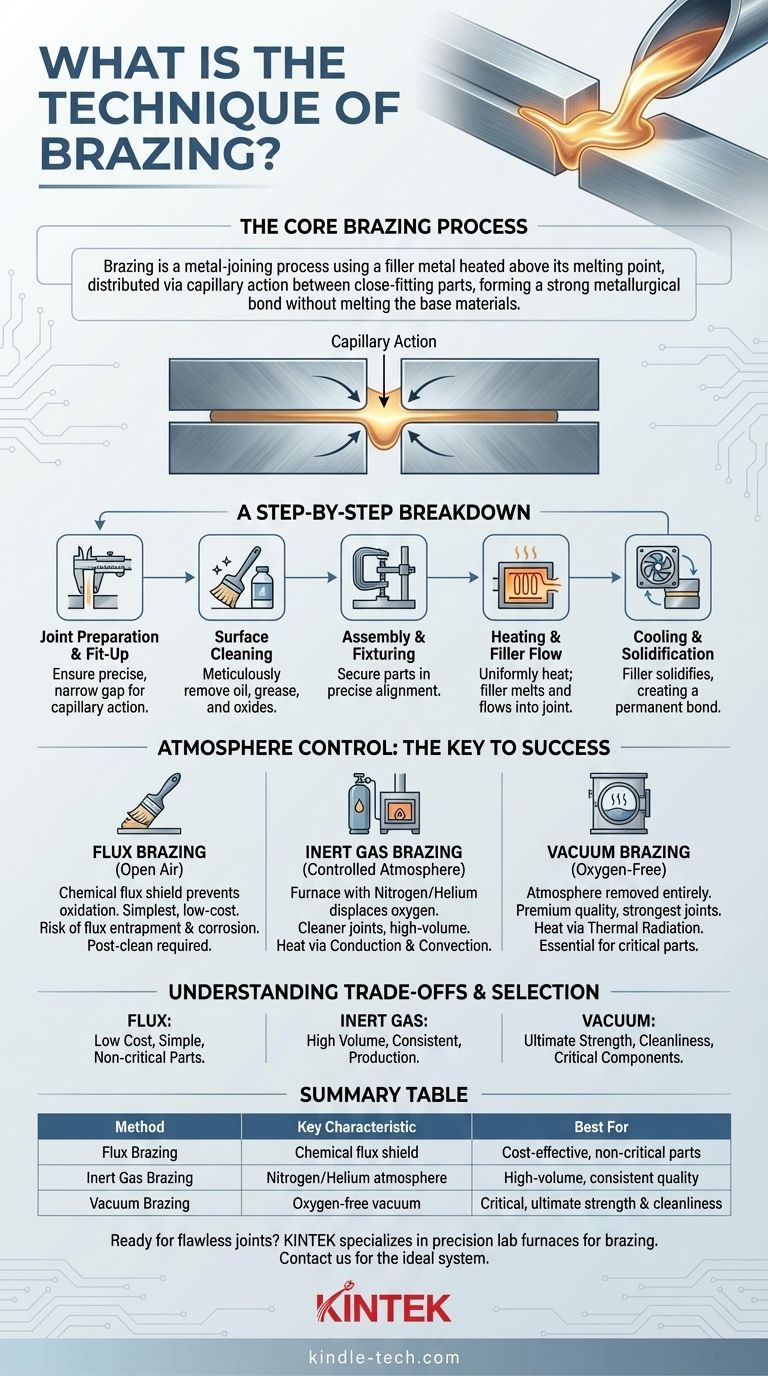
С технической точки зрения, пайка твердым припоем — это процесс соединения металлов, при котором присадочный металл нагревается выше температуры плавления и распределяется между двумя или более плотно прилегающими деталями. Присадочный металл, имеющий более низкую температуру плавления, чем основные металлы, затягивается в зазор за счет капиллярного действия. После охлаждения он затвердевает, образуя прочную, постоянную металлургическую связь без плавления самих основных материалов.
Центральный принцип пайки твердым припоем заключается не в плавлении основных материалов, а в использовании специализированного присадочного сплава, который плавится при более низкой температуре. Этот сплав течет в точно подогнанное соединение в контролируемой бескислородной среде, создавая чистое и мощное соединение после охлаждения.

Основной процесс пайки твердым припоем: пошаговое описание
Успешная пайка твердым припоем — это систематический процесс, зависящий от тщательной подготовки и выполнения. Каждый шаг имеет решающее значение для достижения надежного и прочного соединения.
Шаг 1: Подготовка соединения и подгонка
Зазор между соединяемыми деталями является критическим параметром. Он должен быть достаточно узким, чтобы капиллярное действие могло затянуть расплавленный присадочный металл в соединение, но достаточно широким, чтобы присадка могла полностью проникнуть.
Шаг 2: Очистка поверхности
Все поверхности в зоне соединения должны быть тщательно очищены. Любые загрязнения, такие как масло, жир или оксиды, помешают присадочному металлу смачивать поверхности и создавать прочную связь.
Шаг 3: Сборка и закрепление
Детали собираются в их окончательной конфигурации. Они удерживаются в точном выравнивании с помощью зажимов, приспособлений или других опорных приспособлений, чтобы гарантировать, что они не сместятся во время цикла нагрева и охлаждения.
Шаг 4: Нагрев и течение присадки
Вся сборка равномерно нагревается в печи. Когда достигается температура пайки, присадочный металл плавится и течет в соединение, вытесняя флюс или защищаясь контролируемой атмосферой.
Шаг 5: Охлаждение и затвердевание
После того как присадка полностью проникла в соединение, сборка охлаждается. Присадочный металл затвердевает, создавая постоянное, высокопрочное соединение между компонентами. Готовая деталь может потребовать окончательной очистки.
Критическая роль контроля атмосферы
Нагрев металлов до температур пайки делает их высокореактивными с кислородом воздуха, который образует оксиды, препятствующие процессу соединения. Следовательно, защита соединения является не подлежащей обсуждению.
Проблема: Окисление
При красном калении большинство металлов быстро окисляются. Этот слой оксида действует как барьер, не позволяя расплавленному присадочному сплаву соединиться с основными материалами и приводя к разрушению соединения.
Решение 1: Флюс
Для пайки на открытом воздухе на соединение наносится химический флюс. При нагревании флюс плавится и создает защитный экран над зоной соединения, предотвращая окисление и очищая поверхности для лучшего течения присадки.
Решение 2: Контролируемая атмосфера (Инертный газ)
В более сложных применениях весь процесс выполняется внутри печи, заполненной контролируемой бескислородной атмосферой. Инертные газы, такие как азот или гелий, обычно используются для вытеснения всего кислорода, защищая сборку. В этих печах тепло передается преимущественно через теплопроводность и конвекцию.
Решение 3: Вакуумная пайка
Для получения соединений самого высокого качества, особенно с реактивными металлами, процесс проводится в вакуумной печи. Удаляя атмосферу полностью, устраняется возможность окисления. В вакууме теплопередача происходит исключительно за счет теплового излучения.
Понимание компромиссов
Выбор среды для пайки напрямую влияет на стоимость, качество и совместимость материалов. Не существует единственного «лучшего» метода; правильный выбор полностью зависит от требований применения.
Пайка с флюсом
Это самый простой и часто наименее затратный метод. Однако он несет риск того, что флюс останется в ловушке внутри соединения, что может привести к коррозии или создать слабое место. Постобработка после пайки почти всегда требуется.
Пайка в инертном газе
Этот метод дает более чистые соединения, чем пайка с флюсом, и хорошо подходит для крупносерийного производства в непрерывных печах. Основные затраты — это специализированная печь и расход инертного газа.
Вакуумная пайка
Это премиальный процесс пайки, дающий самые чистые, прочные и надежные соединения. Он необходим для аэрокосмической, медицинской и других критически важных применений. Компромиссы заключаются в значительно более высоких затратах на оборудование и, как правило, в более длительном времени цикла.
Как выбрать правильный метод пайки
Конкретные цели вашего применения определят наиболее подходящую технику пайки.
- Если ваш основной приоритет — экономическая эффективность для некритичных деталей: Пайка с флюсом на открытом воздухе или в простой периодической печи — самый прямой подход.
- Если ваш основной приоритет — крупносерийное производство с постоянным качеством: Пайка в непрерывной печи с атмосферой инертного газа обеспечивает превосходный баланс пропускной способности и надежности.
- Если ваш основной приоритет — максимальная прочность и чистота для критически важных компонентов: Вакуумная пайка — это окончательный выбор, исключающий любой риск атмосферного загрязнения.
Понимание этих основных принципов — конструкции соединения, чистоты и контроля атмосферы — является ключом к использованию пайки твердым припоем для создания исключительно прочных и надежных сборок.
Сводная таблица:
| Метод пайки | Ключевая характеристика | Лучше всего подходит для |
|---|---|---|
| Пайка с флюсом | Использует химический флюс для предотвращения окисления | Экономически эффективные, некритичные детали |
| Пайка в инертном газе | Использует атмосферу азота/гелия | Крупносерийное производство, постоянное качество |
| Вакуумная пайка | Происходит в бескислородном вакууме | Критические компоненты, максимальная прочность и чистота |
Готовы добиться безупречных, высокопрочных металлических соединений? Правильное оборудование для пайки имеет решающее значение для вашего успеха. В KINTEK мы специализируемся на высокоточных лабораторных печах для пайки, включая передовые модели с контролируемой атмосферой и вакуумные модели. Наши решения обеспечивают оптимальный контроль температуры и чистоту атмосферы для идеальных результатов каждый раз.
Позвольте нашим экспертам помочь вам выбрать идеальную систему пайки для ваших конкретных материалов и требований применения.
Свяжитесь с KINTEK сегодня для консультации и узнайте, как наше надежное лабораторное оборудование может улучшить ваши процессы соединения металлов!
Визуальное руководство