По своей сути, печная пайка — это полуавтоматизированный процесс соединения металлов, при котором вся сборка нагревается в контролируемой печи. Это тепло расплавляет присадочный металлический сплав, который затекает в соединения между компонентами за счет капиллярного действия. По мере остывания сборки присадочный материал затвердевает, создавая прочную, чистую и воспроизводимую металлургическую связь одновременно по тысячам соединений.
Ключевое отличие печной пайки — использование печи с контролируемой атмосферой или вакуумом. Это не просто нагрев; это точный метод, который предотвращает окисление, позволяя создавать исключительно чистые и прочные соединения в больших объемах, особенно для сложных конструкций или реактивных металлов.

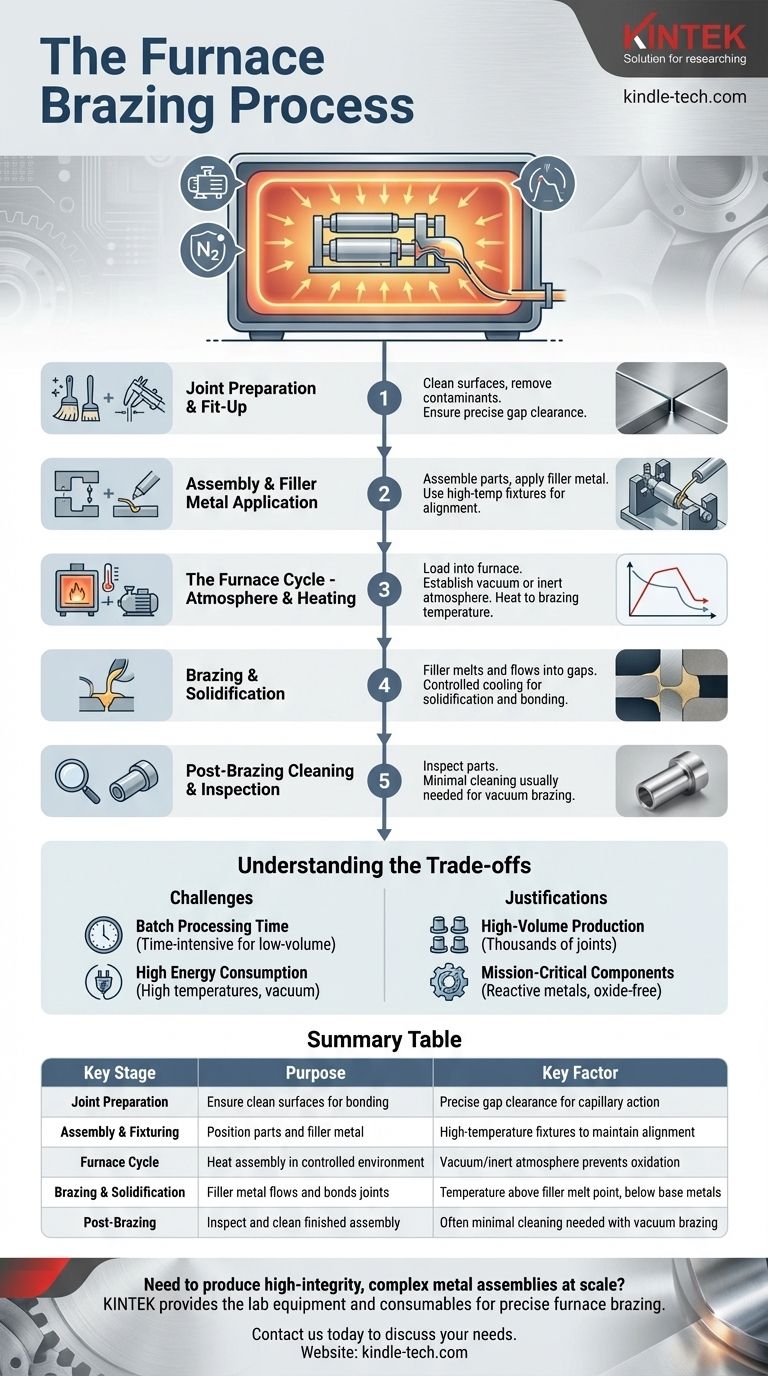
Процесс печной пайки: пошаговое описание
Печная пайка — это систематический, пакетный процесс. Каждый шаг имеет решающее значение для достижения успешного, высоконадежного соединения.
Шаг 1: Подготовка соединения и подгонка
Прежде чем начнется какой-либо нагрев, компоненты должны быть тщательно подготовлены. Все соединяемые поверхности тщательно очищаются от масел, оксидов и других загрязнений, которые могут помешать склеиванию.
Не менее важен правильный зазор между деталями. Зазор должен быть достаточно точным, чтобы расплавленный присадочный металл мог быть втянут капиллярным действием, но не настолько большим, чтобы он не заполнил соединение полностью.
Шаг 2: Сборка и нанесение присадочного металла
Очищенные детали собираются в их окончательную конфигурацию. Присадочный металл для пайки, который может иметь форму пасты, проволоки или предварительно сформированной прокладки, наносится на соединения или рядом с ними.
Для поддержания точного выравнивания во время цикла нагрева детали часто удерживаются на месте с помощью специальных приспособлений или зажимов. Эти приспособления должны выдерживать высокие температуры печи без деформации.
Шаг 3: Цикл печи — атмосфера и нагрев
Вся сборка (или партия из многих сборок) загружается в печь. Это определяющий этап процесса.
Печь герметизируется, и весь воздух откачивается для создания вакуума, или она заполняется контролируемой инертной атмосферой. Этот шаг имеет решающее значение, поскольку он устраняет кислород, который в противном случае вызвал бы окисление основных металлов при высоких температурах и помешал бы успешной пайке.
После создания защитной среды печь начинает нагревать партию до заданной температуры пайки, которая выше температуры плавления присадочного сплава, но ниже температуры плавления основных металлов.
Шаг 4: Пайка и затвердевание
При температуре пайки присадочный металл плавится и течет в узкие зазоры соединений. Контролируемая атмосфера гарантирует, что поверхности металла остаются чистыми, позволяя расплавленному сплаву «смачивать» поверхности и проникать по всему соединению.
После заданного времени выдержки при температуре сборка контролируемо охлаждается. Это может включать медленное охлаждение внутри печи или более быстрое «закалку» для достижения желаемых металлургических свойств готовой детали. По мере остывания присадочный металл затвердевает, создавая постоянное соединение.
Шаг 5: Очистка и проверка после пайки
После того как партия остыла и извлечена из печи, детали проверяются. В большинстве случаев детали, пропаянные в вакуумной печи, исключительно чистые и не требуют дальнейшей обработки. При необходимости можно удалить остатки флюса или излишки присадочного материала.
Понимание компромиссов
Несмотря на свою мощность, печная пайка не является универсально применимой. Понимание ее рабочих реалий является ключом к ее эффективному использованию.
Время пакетной обработки
Печная пайка — это пакетный, а не непрерывный процесс. Полный цикл загрузки, откачки вакуума, нагрева, пайки, охлаждения и выгрузки занимает много времени. Это делает его менее подходящим для малосерийных работ с быстрой оборачиваемостью.
Высокое энергопотребление
Нагрев большой камеры печи до температур, часто превышающих 1000°C (1832°F), и поддержание вакуума требует значительного количества энергии. Это увеличивает общую стоимость процесса.
Обоснование зависит от применения
Затраты времени и энергии легче всего оправдать в двух сценариях: высокообъемное производство, где можно одновременно выполнить тысячи соединений, или для критически важных компонентов, изготовленных из таких материалов, как титан или нержавеющая сталь, которые высокореактивны к кислороду и требуют безупречного, не содержащего оксидов соединения.
Сделайте правильный выбор для вашего применения
Выбор правильного производственного процесса полностью зависит от конкретных целей и ограничений вашего проекта.
- Если ваша основная цель — высокообъемное производство сложных сборок: Печная пайка идеальна, поскольку она позволяет одновременно создавать множество однородных соединений в больших масштабах.
- Если ваша основная цель — соединение материалов, реактивных к кислороду (например, титана): Вакуумная среда печной пайки незаменима для предотвращения образования оксидов и обеспечения прочной металлургической связи.
- Если ваша основная цель — сохранение жестких допусков по размерам: Печная пайка превосходит сварку, поскольку равномерный нагрев и отсутствие плавления основного металла минимизируют деформацию деталей.
Понимая полный цикл печной пайки, вы можете уверенно использовать ее уникальные преимущества для производства прочных, высоконадежных компонентов в больших масштабах.
Сводная таблица:
| Ключевой этап | Назначение | Ключевой фактор |
|---|---|---|
| Подготовка соединения | Обеспечение чистых поверхностей для склеивания | Точный зазор для капиллярного действия |
| Сборка и оснастка | Расположение деталей и присадочного металла | Высокотемпературные приспособления для поддержания выравнивания |
| Цикл печи | Нагрев сборки в контролируемой среде | Вакуум/инертная атмосфера предотвращает окисление |
| Пайка и затвердевание | Присадочный металл течет и скрепляет соединения | Температура выше точки плавления присадки, ниже температуры основных металлов |
| После пайки | Проверка и очистка готовой сборки | Часто требуется минимальная очистка при вакуумной пайке |
Необходимо производить сложные металлические сборки с высокой надежностью в больших масштабах?
Печная пайка — идеальное решение для соединения реактивных материалов, таких как титан, или для одновременного создания тысяч однородных соединений. KINTEK специализируется на предоставлении лабораторного оборудования и расходных материалов, которые делают этот точный процесс возможным, удовлетворяя строгие потребности современных лабораторий и производства.
Свяжитесь с нами сегодня, чтобы обсудить, как наш опыт может расширить ваши возможности пайки и обеспечить превосходные результаты для ваших критически важных проектов.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Графитировочная печь сверхвысоких температур в вакууме
- Вакуумная печь для спекания зубной керамики
- Горизонтальная высокотемпературная графитизационная печь с графитовым нагревом
- Вертикальная высокотемпературная вакуумная графитизационная печь
Люди также спрашивают
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов



















