Пайка — это процесс соединения металлов, при котором припой нагревается выше температуры плавления и распределяется между двумя или более плотно прилегающими деталями за счет капиллярного действия. Припой, имеющий более низкую температуру плавления, чем основные металлы, плавится и заполняет зазор, создавая прочное, постоянное металлургическое соединение при охлаждении.
Успех любой паяльной операции зависит от точного контроля и баланса двух ее наиболее важных параметров: температуры и времени выдержки. Достижение правильной комбинации для ваших конкретных материалов является фундаментальным принципом создания надежного соединения.

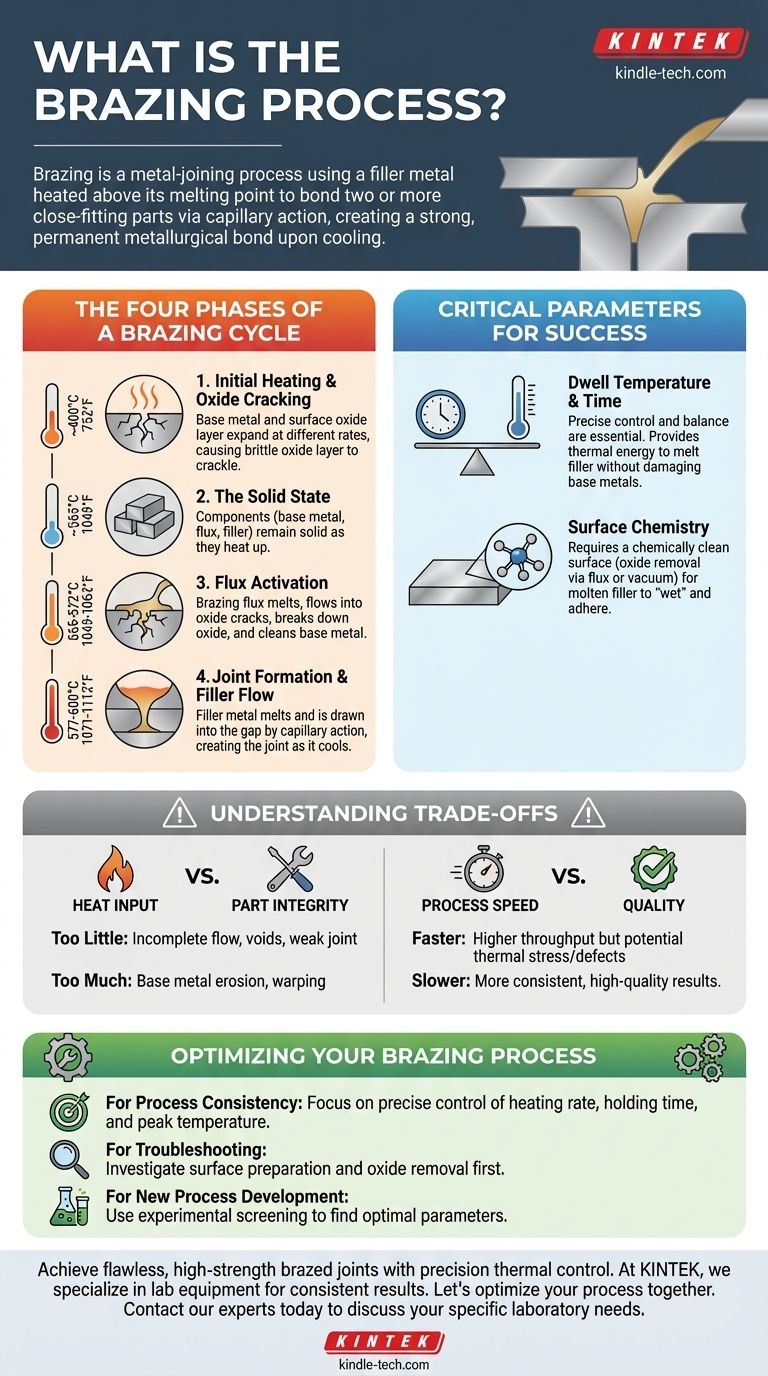
Четыре фазы цикла пайки
Для многих распространенных материалов, таких как алюминий, процесс пайки следует четкому четырехфазному термическому циклу. Понимание каждой фазы является ключом к контролю результата.
Фаза 1: Начальный нагрев и растрескивание оксида
По мере нагрева сборка начинает расширяться. При температуре около 400°C (752°F) основной металл и его поверхностный оксидный слой расширяются с разной скоростью, что приводит к растрескиванию хрупкого оксидного слоя.
Фаза 2: Твердое состояние
Ниже примерно 565°C (1049°F) все компоненты сборки — основной металл, флюс и припой — остаются в твердом состоянии. Детали просто нагреваются.
Фаза 3: Активация флюса
Между 565-572°C (1049-1062°F) паяльный флюс плавится. Этот жидкий флюс химически активен и проникает в трещины в оксидном слое, разрушая его и очищая основной металл для подготовки к соединению.
Фаза 4: Течение припоя и образование соединения
Как только температура достигает 577-600°C (1071-1112°F), припой плавится. Поскольку поверхность была очищена флюсом, расплавленный припой втягивается в зазор между деталями капиллярным действием, создавая паяное соединение по мере его затвердевания во время охлаждения.
Критические параметры для успеха
Хотя термический цикл обеспечивает основу, необходимо управлять несколькими переменными для обеспечения высокого качества соединения.
Основная взаимосвязь: Время и температура
Эти два параметра неразрывно связаны. Процесс может требовать времени выдержки более 5 минут при 577°C или более короткого цикла от 1 до 8 минут при более высокой температуре, например, 585°C. Цель состоит в том, чтобы обеспечить достаточное количество тепловой энергии для полного расплавления припоя без повреждения основных металлов.
Важность химии поверхности
Успешная пайка невозможна без химически чистой поверхности. Процесс основан на удалении поверхностной оксидной пленки, часто с помощью химического флюса или в вакуумной атмосфере, чтобы расплавленный припой мог «смачивать» и прилипать к основным металлам.
Материал и особенности конструкции
Конкретный тип металлического сплава, форма и размер деталей, а также требуемое качество конечного соединения — все это влияет на идеальные параметры процесса. Большая, толстая деталь потребует другой скорости нагрева и времени выдержки, чем маленькая, тонкая.
Понимание компромиссов
Оптимизация процесса пайки включает балансирование конкурирующих факторов для минимизации дефектов и максимизации прочности.
Подвод тепла против целостности детали
Основной компромисс заключается между подачей достаточного количества тепла в течение достаточного времени и повреждением основных металлов.
Слишком мало тепла или времени приводит к неполному течению припоя, что вызывает пустоты и слабое соединение.
Слишком много тепла или времени может привести к эрозии или деформации основного металла. Однако в некоторых случаях более длительное время выдержки при максимально допустимых температурах может улучшить течение припоя и в конечном итоге сократить количество брака.
Скорость процесса против качества
Более высокие скорости нагрева и более короткие циклы увеличивают производительность, но также могут вызвать термическое напряжение или неполное формирование соединения, если не контролировать их тщательно. Более медленные, более контролируемые циклы часто дают более стабильные, высококачественные результаты.
Оптимизация процесса пайки
Поскольку в игре так много факторов, идеальные параметры для одного применения не будут идеально подходить для другого. Лучший подход — установить базовые значения и уточнить их путем тщательного тестирования.
- Если ваша основная цель — стабильность процесса: Сосредоточьтесь на точном контроле скорости нагрева, времени выдержки и пиковой температуры в очень узком диапазоне.
- Если вы устраняете неисправности в соединениях: Всегда сначала проверяйте подготовку поверхности; неправильная очистка и удаление оксидов являются наиболее частыми причинами отказа.
- Если вы разрабатываете новый процесс: Используйте экспериментальный скрининг для определения оптимальной комбинации параметров для ваших конкретных сплавов, геометрии деталей и возможностей печи.
В конечном итоге, освоение процесса пайки заключается в понимании и контроле этих фундаментальных принципов для создания прочных, надежных и воспроизводимых соединений.
Сводная таблица:
| Фаза пайки | Ключевой температурный диапазон | Основное действие |
|---|---|---|
| Фаза 1: Начальный нагрев | ~400°C (752°F) | Основной металл расширяется, вызывая растрескивание оксидного слоя. |
| Фаза 2: Твердое состояние | Ниже ~565°C (1049°F) | Компоненты нагреваются, но остаются твердыми. |
| Фаза 3: Активация флюса | 565-572°C (1049-1062°F) | Флюс плавится, очищает поверхность основного металла. |
| Фаза 4: Формирование соединения | 577-600°C (1071-1112°F) | Припой плавится, течет капиллярным действием, образуя соединение. |
Достигайте безупречных, высокопрочных паяных соединений с точным термическим контролем.
Успех вашей паяльной операции зависит от точного баланса температуры и времени выдержки. В KINTEK мы специализируемся на лабораторном оборудовании и расходных материалах, на которые полагаются лаборатории для получения стабильных, высококачественных результатов. Независимо от того, разрабатываете ли вы новый процесс или устраняете неисправности в соединениях, наш опыт поможет вам оптимизировать параметры для максимальной прочности и минимального количества брака.
Давайте вместе оптимизируем ваш процесс пайки. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные лабораторные потребности.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования

