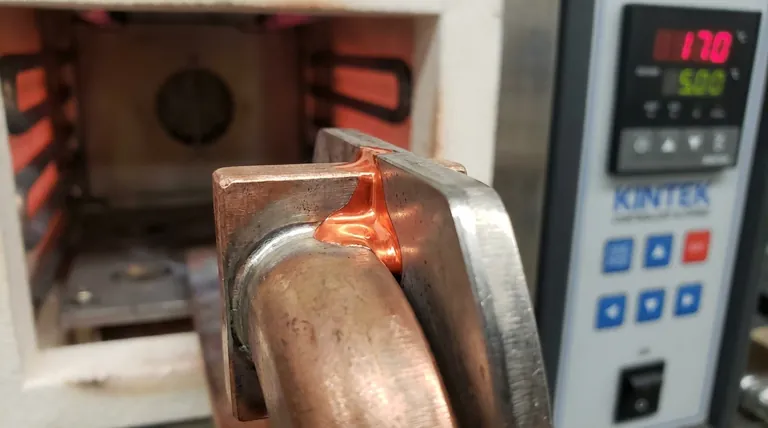
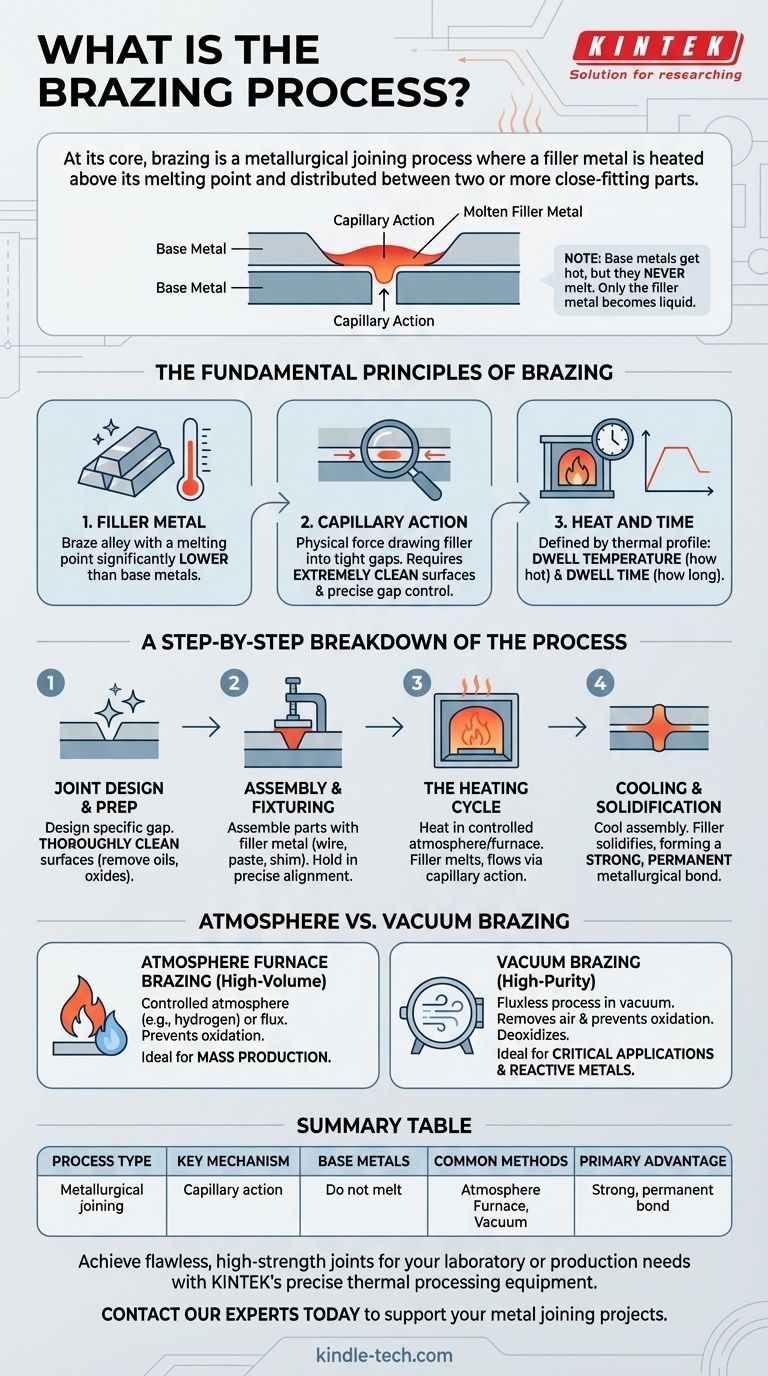
По сути, пайка — это металлургический процесс соединения, при котором присадочный металл нагревается выше температуры плавления и распределяется между двумя или более плотно прилегающими деталями. Присадочный металл, имеющий более низкую температуру плавления, чем соединяемые основные металлы, затягивается в зазор за счет капиллярного действия. По мере охлаждения сборки присадка затвердевает, образуя прочную, постоянную металлургическую связь без плавления основных материалов.
Пайка — это не просто «склеивание металлом». Это точный термический процесс, который зависит от создания химически чистых поверхностей и контроля температуры, чтобы расплавленный присадочный сплав смачивал и тек по соединению, создавая связь, которая часто столь же прочна, как и сами основные металлы.
Основные принципы пайки
Чтобы освоить пайку, необходимо понять три основных элемента, которые обеспечивают ее работу: присадочный металл, капиллярное действие и контролируемая среда нагрева. Эти принципы универсальны, независимо от того, соединяете ли вы простые медные трубки или сложные аэрокосмические компоненты.
Роль присадочного металла
Присадочный металл, или паяльный сплав, является сердцем соединения. Его состав выбирается таким образом, чтобы его температура плавления была значительно ниже, чем у соединяемых основных металлов.
Это различие имеет решающее значение: основные металлы нагреваются, но они никогда не плавятся. Плавится только присадочный металл.
Важность капиллярного действия
Капиллярное действие — это физическая сила, которая затягивает жидкий присадочный металл в узкий зазор между деталями. Для того чтобы это сработало, необходимы два условия.
Во-первых, детали должны быть чрезвычайно чистыми и свободными от оксидов. Во-вторых, зазор между деталями должен быть точно контролируемым — не слишком широким и не слишком узким.
Критические параметры: Тепло и Время
Каждая операция пайки определяется ее тепловым профилем. Ключевыми параметрами являются температура выдержки (насколько горячо) и время выдержки (как долго остается горячим).
Цель состоит в том, чтобы равномерно нагреть всю сборку до температуры, которая выше точки плавления присадки, но ниже точки плавления основных металлов, выдерживая ее ровно столько времени, чтобы присадка полностью прошла через соединение.
Пошаговое описание процесса
Хотя конкретные методы различаются, основная последовательность печной пайки дает четкую модель для понимания процесса от начала до конца.
Шаг 1: Проектирование и подготовка соединения
Успех начинается еще до того, как детали подвергнутся нагреву. Соединение должно быть спроектировано с определенным зазором для обеспечения капиллярного действия.
Критически важно, чтобы поверхности основных металлов были тщательно очищены для удаления любых масел, грязи и слоев оксидов, которые помешают присадочному металлу смочить поверхность.
Шаг 2: Сборка и крепление
Очищенные детали собираются, часто с предварительно размещенным присадочным металлом в соединении или рядом с ним в виде проволоки, пасты или прокладки.
Сборка удерживается в точном выравнивании с помощью зажимов или опорных приспособлений, чтобы она не смещалась во время цикла нагрева и охлаждения.
Шаг 3: Цикл нагрева
Вся сборка нагревается в контролируемой среде, чаще всего в печи. По мере повышения температуры любые остаточные оксиды часто разрушаются за счет термического расширения или удаляются флюсом или самой печной средой.
Как только сборка достигает целевой температуры, присадочный металл плавится и протягивается через все соединение за счет капиллярного действия.
Шаг 4: Охлаждение и затвердевание
После того как присадка полностью проникла в соединение, сборка контролируемо охлаждается. По мере охлаждения присадочный металл затвердевает, создавая твердую, непрерывную металлургическую связь между деталями. При необходимости готовая сборка затем очищается.
Понимание компромиссов: Атмосфера против Вакуума
Среда, в которой происходит пайка, оказывает огромное влияние на качество конечного соединения. Двумя наиболее распространенными промышленными методами являются пайка в печи с контролируемой атмосферой и вакуумная пайка.
Печная пайка: Рабочая лошадка для больших объемов
При стандартной печной пайке нагревательная камера заполняется контролируемой атмосферой (например, водородом) или используется флюс. Это предотвращает окисление основных металлов при высоких температурах.
Этот метод исключительно эффективен для создания тысяч соединений одновременно, что делает его идеальным для массового производства. Однако использование флюса может потребовать последующей очистки после пайки для удаления коррозионных остатков.
Вакуумная пайка: Специалист по высокой чистоте
Вакуумная пайка — это процесс без использования флюса, выполняемый в камере низкого давления (вакууме). Вместо того чтобы полагаться на газ или химический флюс, сам вакуум удаляет воздух и предотвращает окисление.
Эта среда высокой чистоты может даже вытягивать загрязняющие вещества и оксиды из металла, процесс, известный как «раскисление». Результатом является исключительно прочное, чистое соединение, что делает этот метод предпочтительным для критически важных применений и реактивных металлов.
Выбор правильного варианта для вашего применения
Выбор правильного метода пайки полностью зависит от целей вашего проекта в отношении объема, материала и конечного качества.
- Если ваша основная цель — крупносерийное производство нереактивных металлов: Стандартная печная пайка обеспечивает непревзойденную эффективность для создания прочных, надежных соединений в больших масштабах.
- Если ваша основная цель — соединение реактивных металлов или достижение максимальной чистоты соединения: Вакуумная пайка является превосходным выбором, поскольку она устраняет необходимость в флюсе и предотвращает окисление на самом фундаментальном уровне.
- Если ваша основная цель — успешное соединение независимо от метода: Тщательная очистка поверхности и точный контроль зазора в соединении являются наиболее критичными факторами успеха.
Понимая эти основные принципы, вы можете использовать пайку для создания прочных, надежных соединений даже для самых требовательных применений.
Сводная таблица:
| Аспект пайки | Ключевая деталь |
|---|---|
| Тип процесса | Металлургическое соединение |
| Ключевой механизм | Капиллярное действие |
| Основные металлы | Не плавятся |
| Общие методы | Печь с атмосферой, Вакуум |
| Основное преимущество | Прочная, постоянная связь |
Добивайтесь безупречных, высокопрочных соединений для ваших лабораторных или производственных нужд. KINTEK специализируется на точном оборудовании для термической обработки, необходимом для успешных операций пайки. Независимо от того, требуется ли вам эффективность крупносерийного производства с помощью атмосферных печей или высокочистые результаты вакуумных паяльных систем, наш опыт в лабораторном оборудовании гарантирует, что у вас будет правильный инструмент для ваших конкретных материалов и требований к качеству. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать ваши проекты по соединению металлов.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитировочная печь сверхвысоких температур в вакууме
- Вертикальная высокотемпературная вакуумная графитизационная печь
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.



















