Лучшей нержавеющей сталью для пайки твердым припоем, как правило, являются ферритные марки, такие как тип 430. Эти марки менее подвержены проблемам, связанным с нагревом, таким как коррозионное растрескивание под напряжением и сенсибилизация, которые часто поражают более популярные аустенитные марки (например, 304 или 316). Однако «лучший» материал всегда зависит от конкретного применения, припоя и используемого процесса пайки.
Основная проблема при пайке твердым припоем нержавеющей стали заключается не только в самом материале, но и в управлении взаимодействием между теплом, защитным оксидным слоем стали и ее свойствами теплового расширения. Успех заключается в выборе марки стали и процесса, которые минимизируют внутренние напряжения и обеспечивают надлежащую адгезию припоя.

Почему нержавеющая сталь создает проблемы при пайке
Чтобы сделать осознанный выбор, вы должны сначала понять присущие нержавеющей стали свойства, которые усложняют процесс пайки.
Стойкий слой оксида хрома
Вся нержавеющая сталь является «нержавеющей», потому что на ее поверхности образуется тонкий, невидимый и очень прочный слой оксида хрома.
Этот пассивный слой отлично подходит для защиты от коррозии, но он мешает припоям «смачивать» и сцепляться с основным металлом. Его необходимо химически или механически удалить непосредственно перед пайкой.
Высокое тепловое расширение
Многие распространенные марки нержавеющей стали, особенно аустенитные (серия 300), значительно расширяются и сжимаются при нагреве и охлаждении.
Это движение может создавать огромное внутреннее напряжение в сборке и самом паяном шве, что приводит к деформации или растрескиванию, особенно во время цикла охлаждения.
Риск выделения карбидов (сенсибилизация)
Когда аустенитные нержавеющие стали выдерживаются при высоких температурах (примерно 800–1500°F или 425–815°C), углерод может соединяться с хромом, образуя карбиды хрома вдоль границ зерен.
Этот процесс, известный как сенсибилизация, истощает хром из окружающего металла, делая его очень восприимчивым к межкристаллитной коррозии и растрескиванию под напряжением.
Сравнение семейств нержавеющей стали для пайки твердым припоем
Проблемы пайки проявляются по-разному в основных семействах нержавеющей стали.
Аустенитные нержавеющие стали (например, 304, 316)
Это самые распространенные, но и самые проблемные марки для пайки твердым припоем. Их высокий коэффициент теплового расширения делает их склонными к деформации и растрескиванию под напряжением.
Они также подвержены сенсибилизации. В справочном материале конкретно отмечается их уязвимость к растрескиванию при пайке некоторыми припоями, такими как медно-цинковые сплавы, из-за межкристаллитного проникновения.
Ферритные нержавеющие стали (например, 430, 446)
Ферритные марки часто являются предпочтительным выбором для пайки твердым припоем. Их коэффициент теплового расширения ниже и более схож с углеродистой сталью, что значительно снижает риск термического напряжения.
Важно отметить, что они не подвержены сенсибилизации, которая поражает аустенитные марки, что делает их гораздо более терпимыми во время цикла нагрева.
Мартенситные нержавеющие стали (например, 410, 420)
Эти марки ценятся за их твердость, которая достигается за счет термообработки. Пайка твердым припоем возможна, но высокие температуры изменят состояние термообработки металла.
Пайка мартенситных сталей часто требует тщательного планирования для интеграции процесса с циклами закалки и отпуска, что значительно усложняет задачу.
Понимание компромиссов: Процесс важнее материала
Успешное соединение часто зависит больше от контроля процесса, чем от выбора идеального материала.
Выбор припоя имеет решающее значение
Выбор припоя должен быть совместим с основным металлом. Как отмечалось, медно-цинковые припои могут вызвать растрескивание в напряженных аустенитных сталях.
Для высокопроизводительных применений припои на основе никеля часто используются из-за их превосходной прочности и коррозионной стойкости при соединении нержавеющих сталей. Серебряные сплавы также распространены из-за более низких температур пайки.
Важность правильной очистки
Ссылки ясны: подготовка поверхности не подлежит обсуждению. Слой оксида хрома должен быть удален, обычно путем пескоструйной обработки или химического травления.
После этого деталь необходимо тщательно обезжирить с использованием таких растворителей, как ацетон. Любые загрязнения помешают правильному сцеплению припоя, что приведет к разрушению соединения.
Контроль цикла нагрева и охлаждения
Чтобы уменьшить напряжение от теплового расширения, необходимо тщательно контролировать скорости нагрева и охлаждения. Более медленный, более равномерный цикл охлаждения особенно важен для предотвращения трещин в аустенитных марках.
Печная и вакуумная пайка обеспечивают превосходный контроль этого термического цикла, поэтому они часто предпочтительны для критически важных сборок из нержавеющей стали.
Сделайте правильный выбор для вашего применения
Не существует единственной «лучшей» стали, есть только подходящая сталь для вашей конкретной цели.
- Если ваш главный приоритет — простота и надежность: Выбирайте ферритную нержавеющую сталь, такую как тип 430. Ее низкое тепловое расширение и невосприимчивость к сенсибилизации делают ее самым простым и прощающим вариантом.
- Если вам необходимо использовать распространенную, коррозионностойкую марку: Вы можете успешно паять аустенитные стали, такие как 304 или 316, но вы должны использовать совместимый никелевый или серебряный припой и тщательно контролировать скорости нагрева и охлаждения, чтобы предотвратить растрескивание под напряжением.
- Если ваш главный приоритет — высокая твердость и прочность: Выбирайте мартенситную сталь, но будьте готовы разработать процесс, который интегрирует операцию пайки с требуемыми постобработками для восстановления ее механических свойств.
В конечном счете, успешная пайка зависит не столько от поиска идеального материала, сколько от освоения процесса для выбранного вами материала.
Сводная таблица:
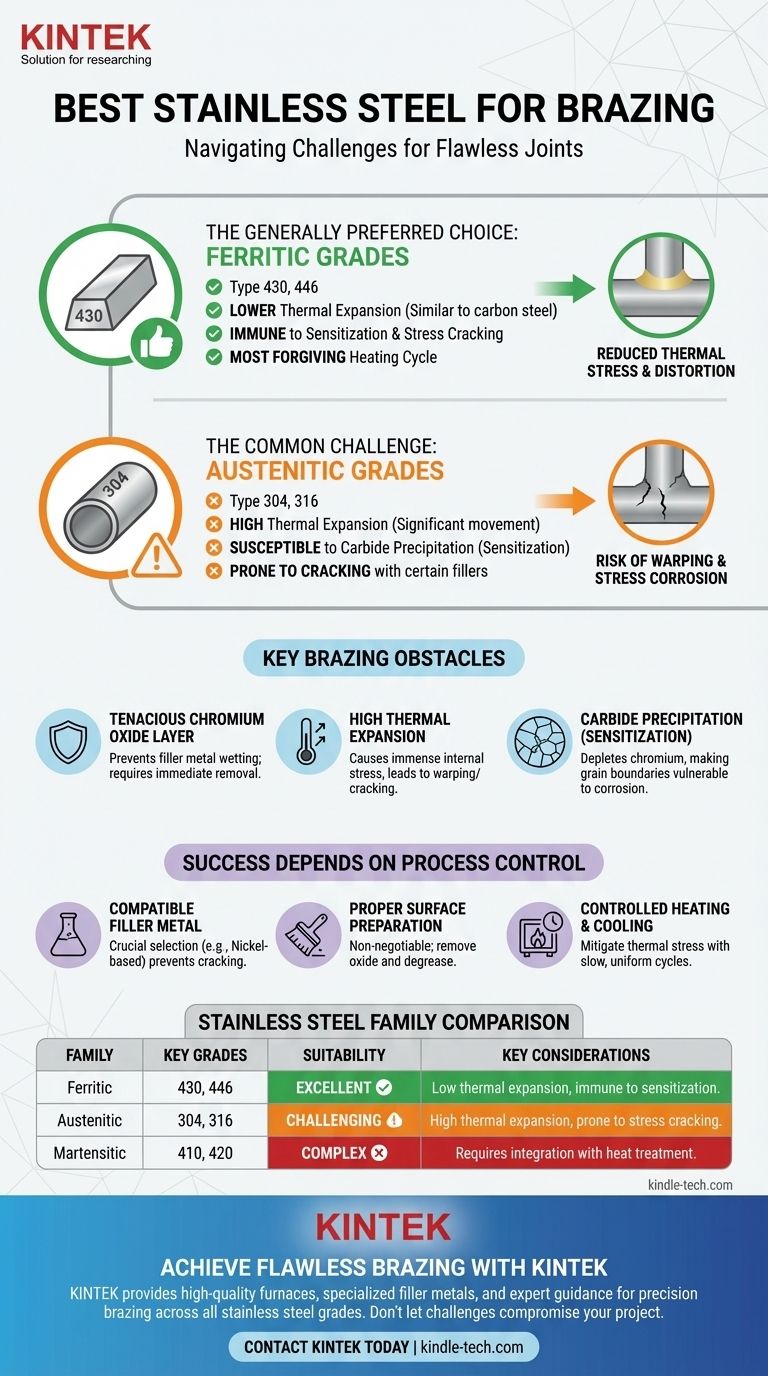
| Семейство нержавеющей стали | Основные марки | Пригодность для пайки | Ключевые соображения |
|---|---|---|---|
| Ферритные | 430, 446 | Отличная | Низкое тепловое расширение, невосприимчивость к сенсибилизации, наиболее терпимы |
| Аустенитные | 304, 316 | Сложная | Высокое тепловое расширение, склонность к растрескиванию под напряжением и сенсибилизации |
| Мартенситные | 410, 420 | Сложная | Требует интеграции с циклами термообработки |
Достигайте безупречных результатов пайки с KINTEK
Пайка нержавеющей стали требует точности, опыта и правильного оборудования. Независимо от того, работаете ли вы с ферритными, аустенитными или мартенситными марками, KINTEK предлагает решения для обеспечения успеха вашего процесса пайки.
Мы предлагаем:
- Высококачественные паяльные печи для точного контроля температуры
- Специализированные припои, совместимые со всеми семействами нержавеющей стали
- Экспертное руководство по оптимизации процесса для предотвращения растрескивания под напряжением и деформации
Нашему лабораторному оборудованию и расходным материалам доверяют профессионалы, которые требуют надежности и производительности.
Не позволяйте проблемам с пайкой поставить под угрозу ваш проект. Свяжитесь с KINTEK сегодня, чтобы обсудить ваши конкретные потребности и узнать, как мы можем помочь вам каждый раз получать идеальные, долговечные соединения.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных батарей
- Производитель нестандартных деталей из ПТФЭ (тефлона) для сит из ПТФЭ F4
- Зажим для вакуумных соединений из нержавеющей стали с быстроразъемным механизмом, трехсекционный
- Прецизионно обработанный лист нитрида кремния (SiN) для производства передовой тонкой керамики
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
Люди также спрашивают
- Является ли горячее изостатическое прессование термообработкой? Руководство по его уникальному термомеханическому процессу
- Для чего используется горячее изостатическое прессование? Достижение максимальной целостности материала
- Каковы некоторые привлекательные свойства изделий, полученных методом горячего изостатического прессования? Достижение идеальной плотности и превосходных характеристик
- Какова температура горячего изостатического прессования? Достижение полной плотности для критически важных компонентов
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов



















