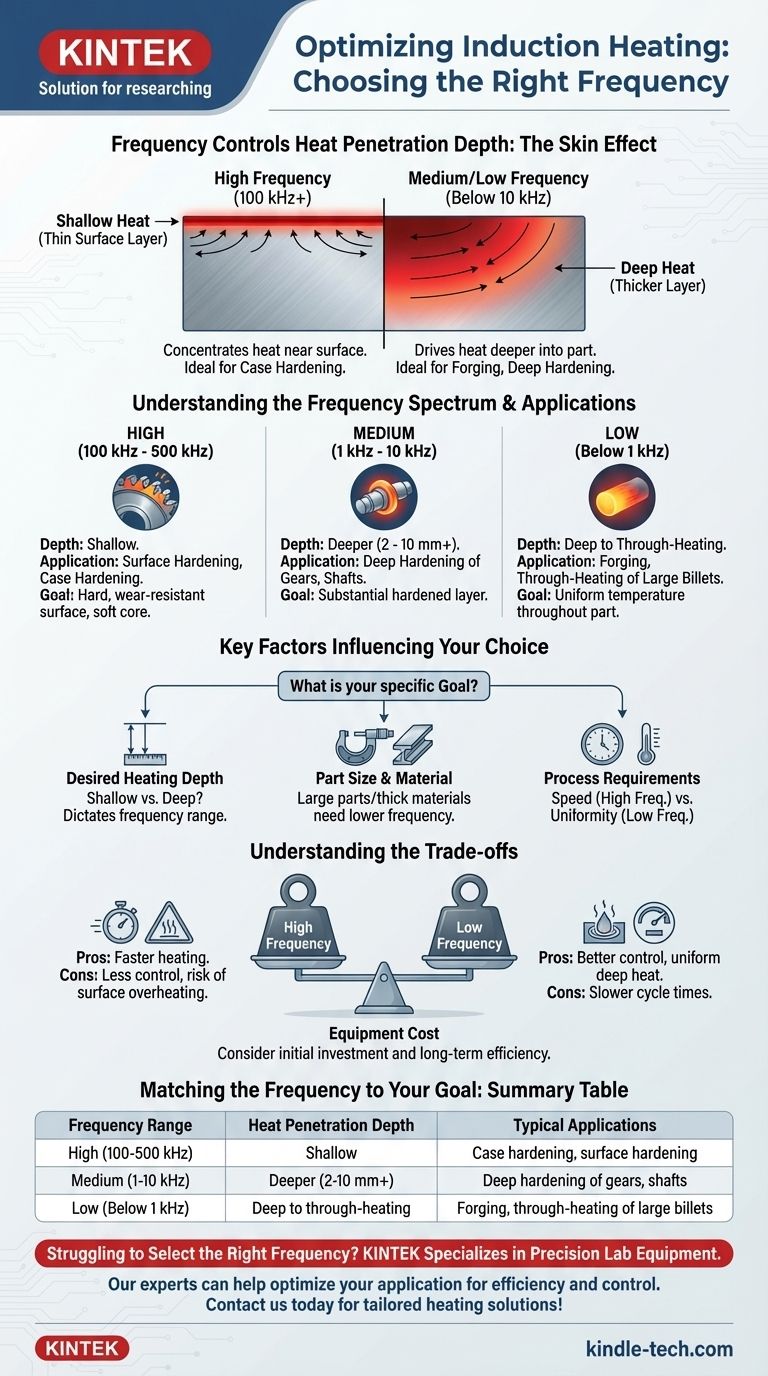
Лучшая частота для индукционного нагрева — это не одно фиксированное значение; она определяется исключительно вашей конкретной целью в отношении материала. Основной принцип заключается в том, что частота контролирует, насколько глубоко тепло проникает в заготовку. Высокие частоты создают неглубокий нагрев у поверхности, в то время как низкие частоты проникают гораздо глубже.
Центральное решение в индукционном нагреве вращается вокруг одного компромисса: более высокие частоты концентрируют тепло на поверхности для таких задач, как поверхностная закалка, в то время как более низкие частоты направляют тепло глубже в деталь для таких процессов, как ковка или глубокая закалка крупных компонентов.

Основной принцип: частота и глубина нагрева
Чтобы выбрать правильную частоту, вы должны сначала понять, как она диктует поведение процесса нагрева. Это определяется явлением, известным как «скин-эффект» (поверхностный эффект).
Как работает индукционный нагрев
Индукционный нагрев использует сильное переменное магнитное поле для создания электрических токов, называемых вихревыми токами, внутри проводящей заготовки. Естественное сопротивление материала току этих токов генерирует точный и быстрый нагрев без какого-либо физического контакта.
«Скин-эффект»: почему важна частота
Частота переменного тока является критически важной переменной. По мере увеличения частоты индуцированные вихревые токи вынуждены течь в более тонком слое у поверхности детали. Это называется скин-эффектом.
Эта зависимость дает вам прямой контроль над профилем нагрева. Выбирая частоту, вы также выбираете глубину проникновения тепла.
Высокая частота для поверхностного нагрева
Высокочастотный индукционный нагрев обычно работает в диапазоне от 100 кГц до 500 кГц. Из-за сильного скин-эффекта на этих частотах тепло генерируется в очень тонком слое на поверхности материала.
Это делает его идеальным для применений, требующих твердой, износостойкой поверхности, в то время как сердцевина компонента остается мягкой и пластичной.
Средняя частота для более глубокого проникновения
Нагрев средней частоты работает в более низком диапазоне, обычно между 1 кГц и 10 кГц. Более низкая частота позволяет индуцированным токам проникать глубже в заготовку.
Это приводит к эффективной глубине закалки от 2 до 10 мм и более, что делает его подходящим для обработки более крупных деталей, таких как шестерни и валы, которым требуется существенный закаленный слой, а не просто поверхностная обработка.
Ключевые факторы, влияющие на ваш выбор
Хотя желаемая глубина нагрева является основным движущим фактором, для оптимизации процесса необходимо учитывать и другие факторы.
Желаемая глубина нагрева
Это самый важный вопрос, на который нужно ответить. Вы выполняете неглубокую поверхностную закалку небольшого вала или вам нужно прогреть весь слиток насквозь для ковки? Ответ немедленно укажет вам на высокую или низкую частоту.
Размер и материал детали
Размер заготовки имеет решающее значение. Крупные, толстые детали требуют более низких частот, чтобы энергия могла эффективно проникать к сердцевине. Специфические электрические и магнитные свойства материала также влияют на то, насколько эффективно он взаимодействует с магнитным полем при данной частоте.
Требования процесса
Учитывайте общую цель производства. В приоритете скорость? Высокочастотная поверхностная закалка может быть чрезвычайно быстрой. В приоритете равномерность? Может потребоваться более низкочастотный «прогревающий» нагрев, чтобы обеспечить равномерный нагрев крупной детали.
Понимание компромиссов
Выбор частоты включает в себя балансирование конкурирующих факторов. Неправильный выбор может привести к неэффективному нагреву или повреждению деталей.
Эффективность против контроля
Более высокие частоты часто передают энергию в деталь быстрее, что приводит к сокращению времени цикла. Однако этот быстрый поверхностный нагрев может быть трудно контролировать и может не подходить, когда требуется постепенный, глубокий нагрев.
Перегрев поверхности
Распространенная ошибка — использование частоты, которая слишком высока для желаемой глубины. Это приведет к тому, что поверхность будет нагреваться слишком быстро, потенциально плавясь или повреждаясь задолго до того, как сердцевина достигнет целевой температуры.
Стоимость оборудования
Необходимо также учитывать стоимость оборудования для индукционного нагрева. Как отмечается в анализе процессов, иногда машина средней частоты с более высокой мощностью может достичь результата, аналогичного машине высокой частоты с более низкой мощностью, что может повлиять на первоначальные инвестиции.
Сопоставление частоты с вашей целью
Ваше применение диктует оптимальную частоту. Не существует универсально «лучшего» варианта, есть только правильный инструмент для работы.
- Если ваша основная цель — поверхностная закалка тонкого слоя: Правильным выбором будет высокая частота (более 100 кГц) для концентрации энергии на поверхности.
- Если ваша основная цель — глубокая поверхностная закалка крупных деталей: Средняя частота (1–10 кГц) обеспечит необходимое проникновение тепла для толстого, прочного закаленного слоя.
- Если ваша основная цель — сквозной нагрев для ковки или формовки: Требуется низкая или средняя частота, чтобы обеспечить равномерный прогрев всего сечения детали.
Понимая прямую зависимость между частотой и глубиной нагрева, вы можете уверенно выбрать правильный процесс для вашего конкретного применения.
Сводная таблица:
| Диапазон частот | Глубина проникновения тепла | Типичные применения |
|---|---|---|
| Высокая (100 кГц - 500 кГц) | Неглубокая (тонкий поверхностный слой) | Поверхностная закалка, закалка поверхности |
| Средняя (1 кГц - 10 кГц) | Глубже (2 мм - 10 мм+) | Глубокая закалка шестерен, валов |
| Низкая (ниже 1 кГц) | Глубокий или сквозной нагрев | Ковка, сквозной нагрев крупных слитков |
Испытываете трудности с выбором правильной частоты для вашего процесса индукционного нагрева? KINTEK специализируется на прецизионном лабораторном оборудовании и расходных материалах, предлагая индивидуальные решения для задач вашего лабораторного нагрева. Наши эксперты могут помочь вам оптимизировать ваше применение для повышения эффективности и контроля. Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные потребности и добиться превосходных результатов с правильным оборудованием!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Печь с контролируемой атмосферой азота и водорода
- Нагревательный гидравлический пресс 24Т 30Т 60Т с нагревательными плитами для лабораторного горячего прессования
Люди также спрашивают
- Как вакуумная система в вакуумной горячей прессовой печи влияет на качество композитов на основе алюминия?
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Какую роль играет печь вакуумного горячего прессования (VHP) в уплотнении композитов из аустенитной нержавеющей стали 316?
- Каковы преимущества использования печи вакуумного горячего прессования для спекания композитов на основе УНТ/медь? Превосходная плотность и прочность соединения
- Почему в печи вакуумного горячего прессования для изготовления мишеней IZO необходимо поддерживать среду высокого вакуума?



















