В аддитивном производстве удаление связующего (debinding) — это критически важный термический процесс, который удаляет временный полимерный «клей», или связующее вещество, из напечатанной детали. Этот этап очищает объект, оставляя хрупкую структуру из металлического порошка, готовую к финальной стадии спекания, на которой она будет сплавлена в цельный металлический компонент.
Удаление связующего — это необходимый и деликатный мост между печатью детали и созданием цельного металлического изделия. Его цель — аккуратно выжечь связующий агент, не искажая и не повреждая хрупкую геометрию детали, подготавливая ее к окончательному уплотнению.

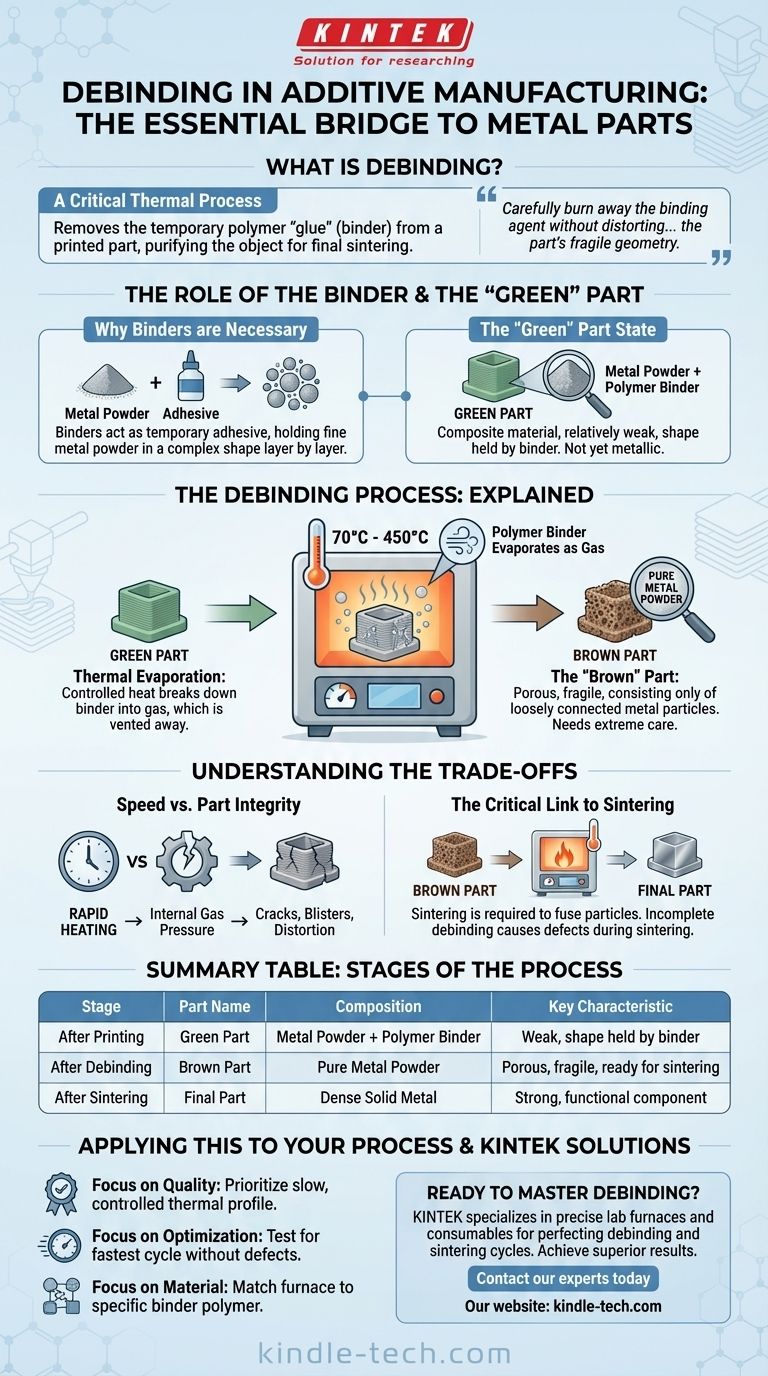
Роль связующего и состояние «зеленой» детали
Многие процессы аддитивного производства металлов, такие как струйное нанесение связующего (binder jetting), не расплавляют металлический порошок напрямую. Вместо этого они используют другую стратегию для создания первоначального объекта.
Почему связующие вещества необходимы
Мелкие металлические порошки сами по себе не могут удерживать сложную форму. Связующее вещество, как правило, полимер, смешивается с металлическим порошком или избирательно наносится, чтобы действовать как временный адгезив, склеивая частицы металла слой за слоем.
Состояние «зеленой» детали
Объект, который выходит непосредственно из принтера, известен как «зеленая» деталь (green part). Это композитный материал, состоящий из металлического порошка, удерживаемого в заданной форме полимерным связующим. На этом этапе деталь относительно слаба и еще не достигла своих окончательных металлических свойств.
Процесс удаления связующего
Чтобы превратить «зеленую» деталь в цельный металлический объект, связующее вещество должно быть полностью удалено. Это единственная цель этапа удаления связующего.
Цель: чистый металлический порошок
Задача состоит в том, чтобы удалить все органические соединения (связующее вещество) из детали, оставив только металлический порошок. Это важнейший этап очистки.
Как это работает: термическое испарение
«Зеленая» деталь помещается в специальную печь. Затем температура осторожно и медленно повышается, обычно до диапазона от 70°C до 450°C. Этот контролируемый нагрев разрушает полимерное связующее, заставляя его испаряться в виде газа. Затем этот газ отводится, часто конденсируется и улавливается, чтобы избежать загрязнения.
Состояние «коричневой» детали
После полного удаления связующего деталь называется «коричневой» деталью (brown part). Теперь она чрезвычайно пористая и хрупкая, состоящая только из слабо связанных частиц металла. Ее необходимо обрабатывать с особой осторожностью перед переходом к финальному шагу.
Понимание компромиссов
Удаление связующего — это деликатный баланс. Спешка в процессе или неспособность контролировать параметры могут легко испортить деталь.
Скорость против целостности детали
Самый значительный компромисс заключается между скоростью процесса и структурной целостностью детали. Если деталь нагреть слишком быстро, связующее вещество испарится стремительно, создавая внутреннее газовое давление. Это давление может вызвать трещины, пузыри или полную деформацию, делая деталь непригодной для использования. Медленный, точный наклон нагрева имеет решающее значение для успеха.
Критическая связь со спеканием
Удаление связующего не создает конечную деталь; оно только подготавливает ее. Хрупкая «коричневая» деталь не обладает функциональной прочностью. Она должна немедленно подвергнуться спеканию, в ходе которого ее нагревают до гораздо более высокой температуры (чуть ниже точки плавления металла), чтобы сплавить частицы металла в плотный, прочный компонент. Неполное удаление связующего приведет к загрязнению и дефектам на этапе спекания.
Применение к вашему процессу
Успех вашей конечной металлической детали в значительной степени зависит от правильно выполненного цикла удаления связующего.
- Если ваш основной фокус — качество и выход деталей: Уделите первостепенное внимание медленному, контролируемому термическому профилю, чтобы гарантировать, что связующее вещество может выйти без возникновения внутреннего напряжения или трещин.
- Если ваш основной фокус — оптимизация процесса: Ваша цель должна состоять в том, чтобы найти максимально быстрый цикл удаления связующего, который не приводит к дефектам, что требует тщательного тестирования и проверки.
- Если ваш основной фокус — совместимость материалов: Всегда следите за тем, чтобы ваша печь для удаления связующего и температурный профиль были правильно согласованы со специфическим полимерным связующим, используемым в вашем печатном материале.
В конечном счете, овладение удалением связующего является основополагающим для производства надежных и высококачественных металлических деталей с использованием аддитивного производства на основе связующего.
Сводная таблица:
| Этап | Название детали | Состав | Ключевая характеристика |
|---|---|---|---|
| После печати | Зеленая деталь | Металлический порошок + Полимерное связующее | Слабая, форма удерживается связующим |
| После удаления связующего | Коричневая деталь | Чистый металлический порошок | Пористая, хрупкая, готова к спеканию |
| После спекания | Конечная деталь | Плотный твердый металл | Прочный, функциональный компонент |
Готовы освоить процесс удаления связующего?
Производство высококачественных металлических деталей требует точной термической обработки. KINTEK специализируется на лабораторном оборудовании и расходных материалах, которые вам нужны для совершенствования циклов удаления связующего и спекания. Наши печи обеспечивают точный контроль температуры, необходимый для удаления связующих веществ без повреждения ваших деталей.
Позвольте нам помочь вам добиться превосходных результатов. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваше конкретное применение и обеспечить успех вашего процесса аддитивного производства.
Визуальное руководство
Связанные товары
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Электрическая роторная печь для пиролиза биомассы
- Лабораторная муфельная печь с нижним подъемом
- Графитовая вакуумная печь с нижним выгрузкой для графитации углеродных материалов
- Печь для спекания и пайки в вакууме
Люди также спрашивают
- Почему высокотемпературная муфельная печь незаменима для ZnO-WO3 и ZnO-BiOI? Оптимизация характеристик гетеропереходных катализаторов
- Какую функцию выполняет высокотемпературная муфельная печь при синтезе фазы MAX Ti3AlC2? Мастер диффузии в расплавленной соли
- Какова основная функция высокотемпературных муфельных или трубчатых печей для керамических покрытий? Обеспечение максимальной долговечности
- Какие условия обеспечивает муфельная печь для хранения энергии в расплавленной соли? Экспертное моделирование для сред CSP
- Какую роль играет печь для прокаливания в подготовке полых частиц с сердцевиной и оболочкой? Достижение идеальных наноструктур



















