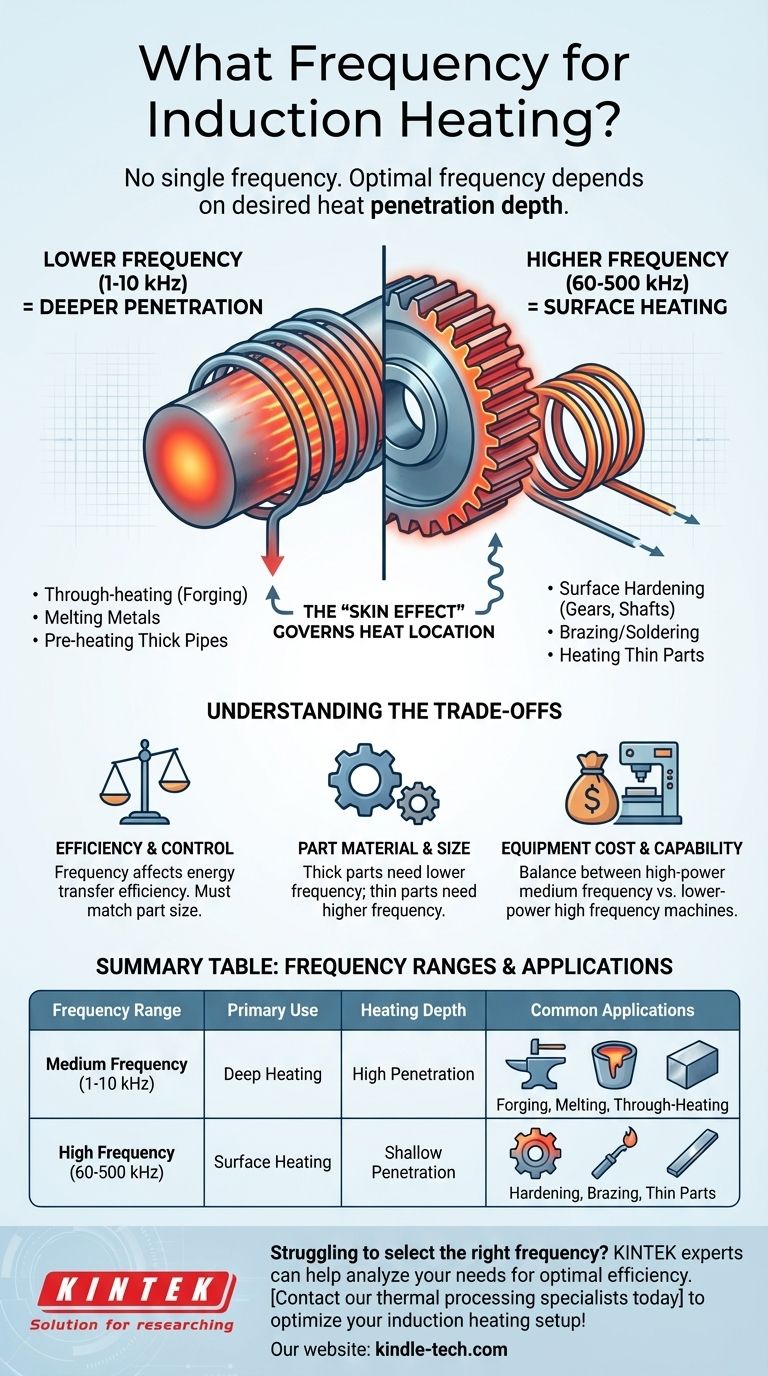
Не существует единой требуемой частоты для индукционного нагрева. Вместо этого оптимальная частота определяется конкретным применением, в первую очередь желаемой глубиной проникновения тепла. Процесс обычно подразделяется на среднечастотный (примерно от 1 до 10 кГц) для глубокого нагрева и высокочастотный (от 60 до 500 кГц) для нагрева на уровне поверхности.
Основной принцип прост: более низкие частоты проникают глубже в материал, тогда как более высокие частоты концентрируют тепло вблизи поверхности. Ваш выбор частоты — это, по сути, выбор того, где вы хотите генерировать тепло внутри вашей заготовки.

Основной принцип: частота против глубины нагрева
Индукционный нагрев уникален тем, что он генерирует тепло внутри самого объекта, а не подводит его из внешнего источника. Переменный ток в катушке создает магнитное поле, которое, в свою очередь, индуцирует вихревые токи в заготовке, генерируя точное и быстрое тепло.
«Скин-эффект» определяет местоположение тепла
Частота переменного тока является наиболее важной переменной, поскольку она диктует, как ведут себя эти вихревые токи. Это явление известно как «скин-эффект» (или поверхностный эффект).
При более высоких частотах индуцированный ток вынужден течь в тонком слое вблизи поверхности материала.
При более низких частотах ток может проникать гораздо глубже к сердцевине заготовки.
Низкая частота для глубокого нагрева (1–10 кГц)
Низкая, или «средняя», частота позволяет энергии проникать глубоко в деталь. Это идеально подходит для применений, где необходимо равномерно нагреть всю массу объекта.
Общие области применения включают сквозной нагрев больших слитков для ковки, плавку металлов или предварительный нагрев толстостенных труб для сварки.
Высокая частота для поверхностного нагрева (60–500 кГц)
Высокая частота концентрирует эффект нагрева на поверхности, оставляя сердцевину материала относительно холодной и незатронутой. Это необходимо, когда вы хотите изменить свойства только поверхностного слоя.
Этот метод идеально подходит для поверхностной закалки зубчатых колес и валов, пайки или сварки соединений, а также быстрого нагрева очень тонких деталей.
Понимание компромиссов
Выбор частоты — это не только глубина. Он включает в себя баланс между эффективностью, стоимостью и физическими характеристиками нагреваемого объекта.
Эффективность и контроль
Частота напрямую влияет на эффективность передачи энергии. Слишком низкая частота для небольшой детали будет неэффективной, так как магнитное поле может «промахнуться» мимо цели. Слишком высокая частота для большой детали нагреет только поверхность, не достигнув цели.
Материал и размер детали
Свойства материала и физические размеры заготовки имеют решающее значение. Большой, толстый компонент требует более низкой частоты, чтобы тепло успело проникнуть к сердцевине. Маленький, тонкий компонент требует более высокой частоты для быстрого и эффективного нагрева без перегрева или плавления.
Стоимость и возможности оборудования
Выбор оборудования является практическим соображением. В некоторых случаях машина средней частоты очень высокой мощности может обеспечить такой же эффект нагрева заготовки, как и машина высокой частоты меньшей мощности. Это создает решение о соотношении затрат и выгод, основанное на ваших конкретных потребностях процесса.
Сделайте правильный выбор для вашей цели
Чтобы выбрать правильный частотный диапазон, вы должны сначала определить свою основную цель нагрева заготовки.
- Если ваша основная цель — сквозной нагрев, ковка или плавка: Выбирайте более низкий, среднечастотный диапазон (1–10 кГц), чтобы обеспечить глубокое и равномерное проникновение тепла.
- Если ваша основная цель — поверхностная закалка, пайка или нагрев тонких компонентов: Выбирайте более высокую частоту (60–500 кГц), чтобы сконцентрировать энергию на поверхности и сохранить структурные свойства сердцевины.
- Если ваша основная цель — универсальность для деталей разных размеров: Вы должны анализировать каждое применение индивидуально, поскольку оптимальное сочетание мощности и частоты будет меняться в зависимости от заготовки.
В конечном счете, согласование частоты с требуемой глубиной нагрева является наиболее важным фактором при разработке успешного и эффективного индукционного процесса.
Сводная таблица:
| Диапазон частот | Основное назначение | Глубина нагрева | Общие применения |
|---|---|---|---|
| Средняя частота (1–10 кГц) | Глубокий нагрев | Высокое проникновение | Ковка, плавка, сквозной нагрев |
| Высокая частота (60–500 кГц) | Поверхностный нагрев | Неглубокое проникновение | Закалка, пайка, тонкие детали |
Испытываете трудности с выбором правильной частоты для вашего процесса индукционного нагрева? KINTEK специализируется на высокоточном лабораторном оборудовании и решениях для термической обработки. Наши эксперты могут помочь вам проанализировать ваш материал, размер детали и цели нагрева, чтобы порекомендовать оптимальные настройки частоты и мощности для максимальной эффективности и результатов.
Свяжитесь с нашими специалистами по термической обработке сегодня, чтобы оптимизировать вашу установку индукционного нагрева!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Машина для трубчатой печи CVD с несколькими зонами нагрева, оборудование для системы камеры химического осаждения из паровой фазы
- Циркуляционный термостат с охлаждением и нагревом на 10 л для реакций при высоких и низких температурах
Люди также спрашивают
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Каковы преимущества использования печи вакуумного горячего прессования для спекания композитов на основе УНТ/медь? Превосходная плотность и прочность соединения
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Какую роль играет печь вакуумного горячего прессования (VHP) в уплотнении композитов из аустенитной нержавеющей стали 316?













