Скорость нагрева при термообработке не является универсальным параметром. Это тщательно контролируемая переменная, определяемая составом материала, его способностью проводить тепло, а также физическим размером и сложностью детали. Неправильная скорость нагрева является одним из наиболее распространенных источников отказов при термообработке, поскольку слишком быстрый нагрев может создать внутренние напряжения, приводящие к деформации или даже катастрофическому растрескиванию.
Главная цель — нагревать компонент с такой скоростью, чтобы температура его сердцевины соответствовала температуре поверхности. Это обеспечивает равномерное термическое расширение и металлургическое превращение, что является ключом к предотвращению внутренних напряжений, деформации и растрескивания.

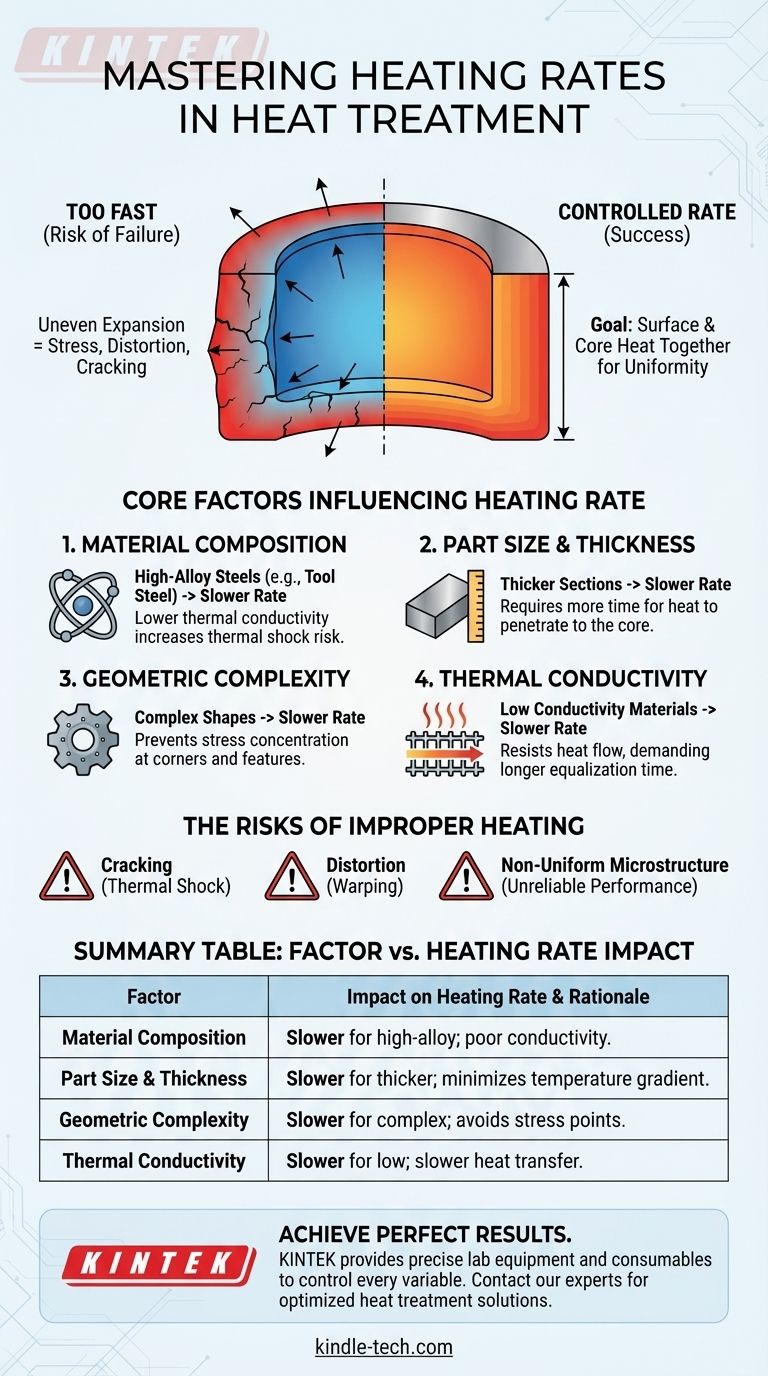
Основные факторы, влияющие на скорость нагрева
Правильная скорость нагрева — это баланс между эффективностью процесса и металлургической безопасностью. Несколько взаимосвязанных факторов определяют максимально безопасную скорость, с которой деталь может быть нагрета.
Состав материала и содержание легирующих элементов
Тип и количество легирующих элементов в металле являются основными движущими силами. Высоколегированные стали, такие как инструментальные стали, содержат такие элементы, как хром, молибден и вольфрам, которые обычно снижают теплопроводность материала.
Эти материалы плохо передают тепло внутри и очень восприимчивы к термическому шоку. Они требуют медленного, осторожного нагрева, часто с одной или несколькими стадиями предварительного нагрева, чтобы предотвратить растрескивание. Простые низкоуглеродистые стали имеют лучшую теплопроводность и могут выдерживать гораздо более высокие скорости нагрева.
Размер детали и толщина поперечного сечения
Это, пожалуй, наиболее критическое практическое соображение. Чем больше и толще компонент, тем дольше требуется для проникновения тепла от поверхности к сердцевине.
Если толстая деталь нагревается слишком быстро, ее поверхность значительно расширится, в то время как сердцевина останется холодной и сжатой. Это дифференциальное расширение создает огромное внутреннее напряжение. Поэтому толстые секции всегда требуют более медленных скоростей нагрева, чтобы минимизировать этот температурный градиент.
Геометрическая сложность
Форма детали значительно влияет на ее реакцию на нагрев. Компоненты с острыми углами, отверстиями или резкими изменениями толщины (например, вал с большим фланцем) имеют встроенные концентраторы напряжений.
Быстрый, неравномерный нагрев приведет к тому, что эти элементы будут нагреваться и расширяться с другой скоростью, чем основная часть детали, что приводит к высоким локализованным напряжениям. Чтобы предотвратить деформацию и растрескивание в этих точках, необходима медленная и равномерная скорость нагрева.
Теплопроводность материала
Это физическое свойство связывает все остальные факторы воедино. Теплопроводность — это мера того, насколько эффективно материал передает тепло.
Материалы с высокой теплопроводностью, такие как алюминиевые сплавы, позволяют теплу быстро и равномерно распределяться по детали. Их часто можно быстро нагревать. Материалы с низкой теплопроводностью, такие как нержавеющие стали и высоколегированные инструментальные стали, сопротивляются тепловому потоку и должны нагреваться медленно для достижения теплового равновесия.
Понимание компромиссов: риски неправильного нагрева
Выбор скорости нагрева — это управление риском. Хотя более быстрый нагрев экономичнее, потенциальные затраты на отказ серьезны.
Опасность термического шока и растрескивания
Это самый катастрофический режим отказа. Когда поверхность нагревается и расширяется гораздо быстрее, чем сердцевина, это создает мощные внутренние растягивающие напряжения. Если эти напряжения превышают предел текучести материала, деталь треснет. Это особенно часто встречается в хрупких, высокотвердых материалах.
Деформация и коробление
Неравномерный нагрев вызывает неравномерное расширение, которое может необратимо деформировать деталь. Для компонентов, требующих жестких допусков по размерам, таких как шестерни, подшипники или компоненты двигателя, любое коробление может сделать их непригодными. Медленный, равномерный нагрев является основной защитой от деформации.
Неоднородная микроструктура
Целью термообработки является достижение определенной, желаемой кристаллической структуры (микроструктуры) в металле. Если деталь нагревается неравномерно, различные участки могут не достичь требуемой температуры превращения или проходить через нее с разной скоростью. Это приводит к непостоянной твердости, прочности и ударной вязкости по всему компоненту, что ведет к непредсказуемой и ненадежной работе в процессе эксплуатации.
Правильный выбор для вашей цели
Ваша стратегия нагрева должна быть адаптирована к конкретному материалу и геометрии вашего компонента.
- Если ваша деталь большая или имеет толстое поперечное сечение: Приоритетом является медленная, равномерная скорость нагрева, чтобы температура сердцевины выровнялась с поверхностью, минимизируя внутренние напряжения.
- Если вы работаете с высоколегированными или инструментальными сталями: Используйте консервативную, медленную скорость нагрева, часто с этапами предварительного нагрева, чтобы предотвратить термический шок и растрескивание из-за их низкой теплопроводности.
- Если ваша деталь маленькая, простая и изготовлена из низкоуглеродистой стали: Вы часто можете использовать более быструю скорость нагрева, так как температурные градиенты будут менее выраженными, а риск растрескивания ниже.
- Если вы имеете дело со сложными геометриями или жесткими допусками: Всегда выбирайте более медленную, более контролируемую скорость нагрева, чтобы предотвратить деформацию и концентрацию напряжений в острых углах.
В конечном итоге, контролируемая скорость нагрева является основой успешной термообработки, напрямую обеспечивая структурную целостность и производительность конечного компонента.
Сводная таблица:
| Фактор | Влияние на скорость нагрева | Обоснование |
|---|---|---|
| Состав материала | Высоколегированные стали требуют более низких скоростей. | Более низкая теплопроводность увеличивает риск термического шока. |
| Размер и толщина детали | Более толстые секции требуют более низких скоростей. | Минимизирует температурный градиент между поверхностью и сердцевиной. |
| Геометрическая сложность | Сложные формы требуют более низких скоростей. | Предотвращает концентрацию напряжений в острых углах и отверстиях. |
| Теплопроводность | Низкая теплопроводность требует более низких скоростей. | Тепло передается медленно, требуя больше времени для равномерности. |
Достигайте идеальных результатов термообработки каждый раз. Правильная скорость нагрева критически важна для предотвращения дорогостоящих отказов, таких как растрескивание и деформация. KINTEK специализируется на предоставлении точного лабораторного оборудования и расходных материалов, необходимых вашей лаборатории для контроля каждой переменной. Наш опыт гарантирует, что ваши материалы надежно достигают желаемой микроструктуры и свойств.
Позвольте нам помочь вам оптимизировать ваш процесс. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные задачи по термообработке и найти правильные решения для вашей лаборатории.
Визуальное руководство
Связанные товары
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки молибдена
- Графитовая вакуумная печь для термообработки 2200 ℃
- Печь с контролируемой атмосферой 1400℃ с азотной и инертной атмосферой
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
Люди также спрашивают
- Каков принцип вакуумной термообработки? Достижение превосходных свойств материала при полном контроле
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Какие бывают отказы, связанные с операциями термообработки? Предотвращение деформации, растрескивания и мягких пятен
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества



















