Пайка — это исключительно универсальный процесс соединения, способный скреплять огромное количество материалов. Она регулярно используется для таких распространенных металлов, как мягкая сталь, нержавеющая сталь, медь и алюминий, а также для более специализированных материалов, включая чугун, никелевые сплавы, титан и даже неметаллы, такие как керамика.
Истинный охват пайки определяется не простым списком материалов, а одним принципом: способностью припоя «смачивать» и растекаться по соединяемым поверхностям. Если вы можете обеспечить чистые, свободные от оксидов поверхности, вы можете паять невероятно разнообразный спектр металлов, сплавов и керамики.

Фундаментальный принцип: достижение «смачиваемости»
Успех любой операции пайки зависит от одного критического фактора. Этот фактор определяет, может ли быть сформировано прочное, непрерывное соединение между деталями.
Что такое «смачивание»?
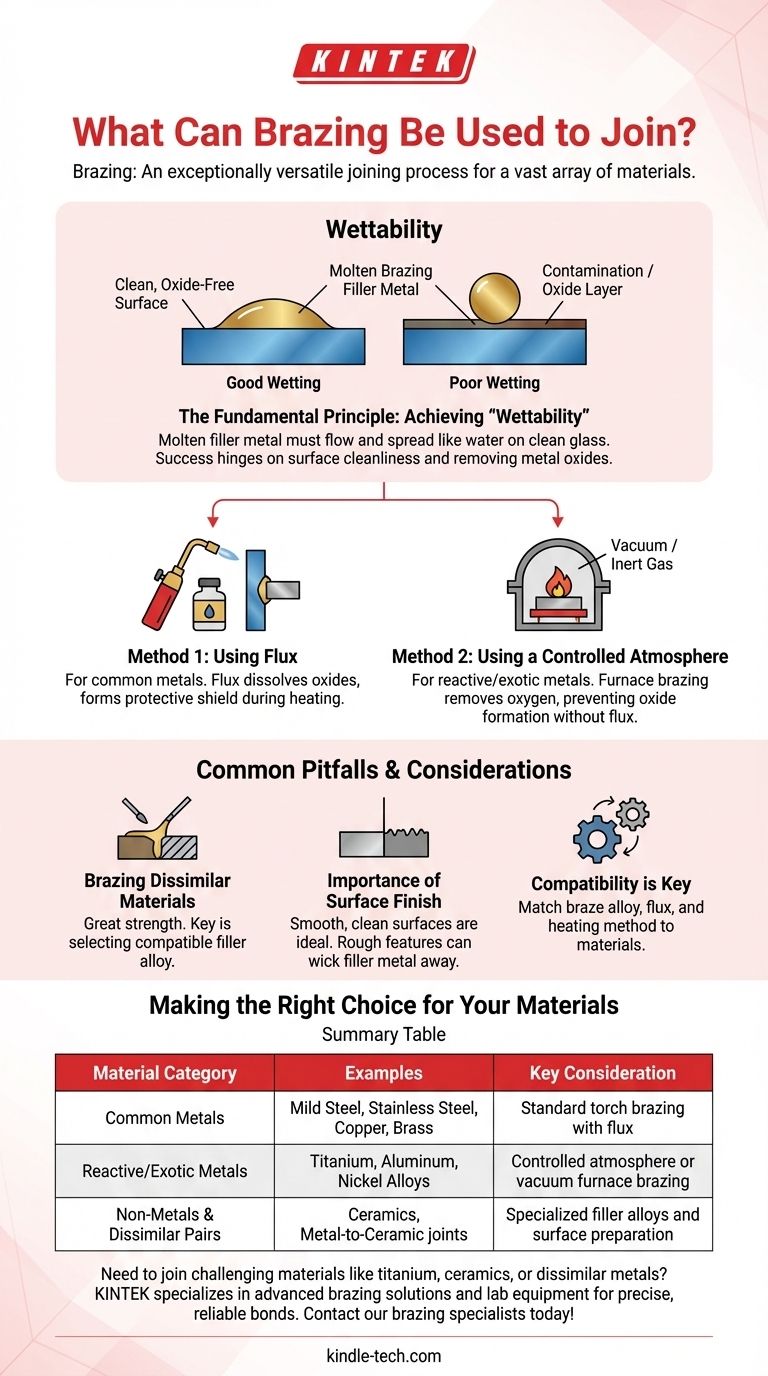
Смачивание — это способность расплавленного припоя растекаться и равномерно распределяться по поверхностям основных материалов.
Представьте это как воду на стекле. На чистой поверхности вода растекается тонкой пленкой. На восковой или жирной поверхности она собирается в капли и не растекается. Припой должен вести себя как вода на чистом стекле, чтобы создать успешное соединение.
Критическая роль чистоты
Первым шагом к достижению хорошего смачивания является обеспечение механической чистоты компонентов.
Любые загрязнения, такие как смазка, масло, ржавчина или металлическая стружка (стружка), должны быть полностью удалены перед пайкой. Эти загрязнения будут препятствовать тесному контакту припоя с основным материалом.
Универсальный барьер: оксиды металлов
Практически все металлы реагируют с кислородом воздуха, образуя тонкий, невидимый слой оксида на своей поверхности.
Этот оксидный слой является основным препятствием для успешной пайки. Он действует как восковое покрытие на стекле, препятствуя смачиванию расплавленным припоем нижележащего основного материала и образованию металлургической связи.
Как пайка преодолевает оксидный барьер
Весь процесс пайки разработан для удаления существующего оксидного слоя и предотвращения его повторного образования во время цикла нагрева. Это достигается двумя основными способами.
Метод 1: Использование флюса
Для многих распространенных применений используется флюс. Флюс — это химическое соединение, наносимое на область соединения перед нагревом.
При нагревании детали флюс плавится и становится активным. Он химически растворяет оксиды металлов и образует защитный экран над соединением, предотвращая образование новых оксидов и позволяя припою смачивать чистые поверхности.
Метод 2: Использование контролируемой атмосферы
Для высокореактивных материалов (таких как титан или алюминий) или для крупносерийного производства используется печная пайка.
Этот процесс происходит внутри герметичной печи, заполненной специальной атмосферой — или вакуумом — которая не содержит кислорода. Удаление кислорода из окружающей среды предотвращает образование оксидов во время нагрева, обеспечивая отличное смачивание без необходимости использования химических флюсов. Это важно для соединения экзотических и тугоплавких металлов.
Распространенные ошибки и соображения
Хотя диапазон материалов широк, успех требует внимания к деталям. Некоторые факторы могут поставить под угрозу целостность паяного соединения.
Пайка разнородных материалов
Одним из величайших преимуществ пайки является ее способность соединять разнородные материалы, такие как медь со сталью или даже металл с керамикой.
Поскольку основные материалы не плавятся, проблемы металлургической несовместимости значительно снижаются по сравнению со сваркой. Ключом является выбор припоя, совместимого с обоими материалами.
Важность чистоты поверхности
Идеальной является гладкая, чистая поверхность. Глубокие царапины, грубые области после дробеструйной обработки или другие неровности вблизи соединения могут вызвать проблемы.
Эти грубые особенности могут действовать как фитиль, оттягивая расплавленный припой от предполагаемой области соединения за счет капиллярного действия, что может лишить соединение необходимого припоя.
Совместимость — ключ к успеху
Хотя почти любой материал можно паять, не каждый припой работает с каждым основным материалом. Выбор припоя, флюса и метода нагрева должен быть тщательно подобран к соединяемым материалам для обеспечения прочного и надежного соединения.
Правильный выбор для ваших материалов
Ваш подход к пайке должен полностью зависеть от материалов, которые вы собираетесь соединять.
- Если ваша основная цель — соединение обычных металлов (сталь, медь, латунь): Стандартный процесс пайки горелкой с правильным химическим флюсом часто является наиболее эффективным и доступным методом.
- Если ваша основная цель — соединение реактивных или экзотических металлов (титан, алюминий, тугоплавкие металлы): Вы должны использовать процесс в контролируемой атмосфере, такой как вакуумная или печная пайка, чтобы предотвратить катастрофическое окисление.
- Если ваша основная цель — соединение разнородных материалов (например, керамики с металлом): Успех зависит от выбора специализированного припоя и процесса, разработанного для обеспечения надлежащего смачивания обеих различных поверхностей.
В конечном итоге, успех в пайке достигается не запоминанием списка материалов, а пониманием и контролем условий на границе раздела соединения.
Сводная таблица:
| Категория материала | Примеры | Ключевое соображение |
|---|---|---|
| Обычные металлы | Мягкая сталь, нержавеющая сталь, медь, латунь | Стандартная пайка горелкой с флюсом |
| Реактивные/экзотические металлы | Титан, алюминий, никелевые сплавы | Пайка в контролируемой атмосфере или вакуумной печи |
| Неметаллы и разнородные пары | Керамика, соединения металл-керамика | Специализированные припои и подготовка поверхности |
Нужно соединить сложные материалы, такие как титан, керамика или разнородные металлы? KINTEK специализируется на передовых решениях для пайки и лабораторном оборудовании для точных, надежных соединений. Наш опыт в области печей с контролируемой атмосферой и выбора припоев гарантирует успех ваших проектов с превосходной прочностью и целостностью. Свяжитесь с нашими специалистами по пайке сегодня, чтобы обсудить ваши конкретные требования к соединению материалов!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Графитировочная печь сверхвысоких температур в вакууме
- Вертикальная высокотемпературная вакуумная графитизационная печь
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
Люди также спрашивают
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Как паять печь? Руководство по высокопроизводительному, точному соединению металлов
- Что такое процесс вакуумной термообработки? Достижение превосходного контроля, чистоты и качества
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере



















